焊接接頭,指兩個或兩個以上零件要用焊接組合的接點。或指兩個或兩個以上零件用焊接方法連接的接頭,包括焊縫、熔合區(qū)和熱影響區(qū)。
2011-11-30 14:03:16 4098
4098 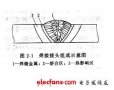
光纖熔接損耗主要是由光纖自身的傳輸損耗和光纖熔接接頭處的熔接損耗組成。由于光纖接續(xù)質(zhì)量影響光纖線路傳輸損耗的客限、光纖線路無中繼放大傳輸距離等參數(shù),因此要盡可能降低降低光纖熔接接頭損耗,以確保光纖CATV信號的傳輸質(zhì)量。
2014-12-23 10:25:245393 ; GB/T 2649-1989 焊接接頭機械性能試驗取樣方法27、  
2009-09-15 08:13:28
的穩(wěn)定燃燒的電弧,使焊條和焊件熔化,從而獲得牢固的焊接接頭。屬氣-渣聯(lián)合保護(hù)。主要特點:操作靈活;待焊接頭裝配要求低;可焊金屬材料廣;焊接生產(chǎn)率低;焊縫質(zhì)量依賴性強(依賴于焊工的操作技能及現(xiàn)場發(fā)揮
2017-10-23 09:39:35
sma接頭有兩種形式,標(biāo)準(zhǔn)的SMA是一端“外螺紋+孔”,另一端“內(nèi)螺紋+針”;反極性 RP-SMA是一端“外螺紋+針”,另一端為“內(nèi)螺紋+孔”,右圖所示為反極性 RP-SMA。
2019-10-23 09:00:59
`所謂一體焊,是指焊接過程中,將焊接接頭在高溫等的作用下至熔化狀態(tài)。由于被焊工件是緊密貼在一起的,在溫度場、重力等的作用下,不加壓力,兩個工件熔化的融液會發(fā)生混合現(xiàn)象。待溫度降低后,熔化部分凝結(jié),整個個工件就被牢固的焊在一起,完成焊接的方法`
2018-09-01 14:32:57
`您好!我司主要卡套接頭、過渡接頭、快速接頭、不銹鋼球閥、高壓球閥、儀表閥組、管夾、無縫鋼管、不銹鋼金屬軟管、焊接接頭。`
2014-06-29 22:20:10
實際焊接電路板時GND和0v都是直接接在電源負(fù)極上嗎?應(yīng)該怎么焊接,求說詳細(xì)一點,謝謝了。
2012-10-23 18:56:19
``所謂一體焊,是指焊接過程中,將焊接接頭在高溫等的作用下至熔化狀態(tài)。由于被焊工件是緊密貼在一起的,在溫度場、重力等的作用下,不加壓力,兩個工件熔化的融液會發(fā)生混合現(xiàn)象。待溫度降低后,熔化部分凝結(jié),整個個工件就被牢固的焊在一起,完成焊接的方法。``
2018-08-31 17:44:01
開關(guān)電源的分類和結(jié)構(gòu)形式
2015-09-02 14:05:27
illumina的接頭結(jié)構(gòu)有哪幾種形式?怎樣去設(shè)計illumina的各種接頭結(jié)構(gòu)呢?
2021-09-08 07:55:54
圓銅線0.15mm以多股24.36.48錠經(jīng)單層或多層編織成、直流電阻率(20℃)不大于0.022Ω.mm2/m。鍍錫銅編織帶軟連接導(dǎo)線分類:鋁導(dǎo)線、銅導(dǎo)線、鋼芯鋁絞線、耐熱導(dǎo)線、絕緣導(dǎo)線、碳纖維導(dǎo)線
2018-08-29 16:51:53
`1.焊接應(yīng)力與變形由于焊接過程是局部加熱,不可避免地產(chǎn)生內(nèi)應(yīng)力和變形。若加熱時產(chǎn)生較大拉伸應(yīng)力,會導(dǎo)致焊接裂紋或開裂。焊后的殘余應(yīng)力對結(jié)構(gòu)的強度、剛度、穩(wěn)定性以及尺寸精度都有較大的影響。2.焊接接頭
2018-09-04 10:03:16
在我國機械焊接的領(lǐng)域中,由于焊接件以及被焊接件的材質(zhì)以及形式在不斷的變化過程中,導(dǎo)致了我國傳統(tǒng)形式水上的焊接技術(shù),雖然仍然在應(yīng)用,但是已經(jīng)越來越不適應(yīng)新材料的焊接要求,因此我國的焊接領(lǐng)域在不斷的進(jìn)行
2018-03-15 11:18:40
擦拭,除了薄薄的一層焊料之外,其他的都要擦掉。這將有助于使尖端持續(xù)更長的時間,也將加快熱傳遞。鍍錫焊接技巧16.如果您希望使焊接接頭持續(xù)更長的時間(如果是電線) ,然后擦一些硅膠糊在接頭和幻燈片熱收縮管
2022-03-31 10:13:25
分為大小頭、套管接頭、異徑接頭、90°彎頭、45°彎頭、三通接頭、異徑三通接頭、四通接頭、異徑四通接頭、活接頭(閥門轉(zhuǎn)換就接頭)、法蘭、管卡......
2020-03-13 09:01:23
元器件霍爾元件的接頭多以焊接形式固定,修復(fù)時需進(jìn)行焊接處理,但使用電烙鐵焊接修復(fù)晶體管、電解電容、介質(zhì)電容、鎖開關(guān)等,修復(fù)后其耐用性、靈活性較差。溫度過高也可能會損壞霍爾元件或?qū)ζ湓斐蓳p傷。那霍爾元件如何焊接才能避免損壞電路和元件呢?
2020-05-28 13:39:07
影響區(qū)比較小。焊縫是在工件對口固相金屬產(chǎn)生塑性變性條件下,形成共同晶粒。焊縫組織、成分接近基本金屬(或者經(jīng)過熱處理),比較容易獲得等強等塑焊接接頭。閃光過程具有排出
2021-12-24 20:31:25
本文介紹7大型壓縮機主軸的焊接接頭設(shè)計及修復(fù)要點,給出7主軸焊接位置、坡口型式、預(yù)熱方法及溫度、層間溫度、熱處理方法及溫度范圍,證明了用焊接方法修復(fù)壓縮機主軸其質(zhì)
2009-05-20 15:06:33 13
13 船舶焊接接頭彎曲試驗方法 CB T 3351-2005
2009-05-28 01:15:0016 鋼質(zhì)管道焊接及驗收規(guī)范 SY/T 4103-2006:4 焊接一般規(guī)定5 焊接工藝評定6 焊工資格7 焊接接頭的設(shè)計和準(zhǔn)備8 焊縫的檢查與試驗9 無損探傷驗收標(biāo)準(zhǔn)lO 缺陷的
2009-09-15 08:34:1321 3-1-1 錫焊分類及特點焊接一般分三大類:熔焊、接觸焊和釬焊。1.熔焊熔焊是指在焊接過程中,將焊件接頭加熱至熔化狀態(tài),在不外加壓力的情況下完成焊接的方法。如
2009-09-15 08:38:0635 將電弧同時作為熱源與超聲發(fā)射源的電弧超聲技術(shù)應(yīng)用于低溫鋼的焊接過程,選取16MnDR和09MnNiDR進(jìn)行電弧超聲焊接試驗,通過對比分析焊縫區(qū)的金相組織和焊接接頭的沖擊韌性,結(jié)合
2009-12-26 15:03:1614 采用鎢極氬弧焊的方法對φ0.7 mm的65Mn鋼絲進(jìn)行了焊接試驗研究。研究表明:當(dāng)焊接電流為10 A時可以得到外形完美的柱狀焊接接頭,但接頭非常脆硬。采用加熱溫度280℃,保溫10 min的
2009-12-28 16:23:5117 空分冷箱內(nèi)鋁合金管道對接接頭的焊接質(zhì)量決定了冷箱及設(shè)備的安全運行,本文結(jié)合空分鋁合金管道焊接中常見的缺陷特點,簡述鋁合金管道焊接缺陷的產(chǎn)生和預(yù)防措施,編制合理
2009-12-28 16:29:5413 該文以可靠性理論為基礎(chǔ),研究制定了電廠鍋爐蛇形管焊接接頭的加速壽命試驗的方法和規(guī)范。通過對大量新制的15CrMo摩擦焊接頭具有加速壽命意義的高溫內(nèi)壓爆破持久試驗,和對
2010-01-14 15:07:0531 通常采用打磨焊趾的方法來改善焊接接頭的疲勞強度,而使用超聲波沖擊焊趾來提高焊接接頭及結(jié)構(gòu)的疲勞強度,是一種國際上剛剛出現(xiàn)的新方法。本文研制成功了一種基于壓電陶
2010-01-26 15:00:3218 通過分析換熱器管板與管子連接接頭的接頭型式及相關(guān)要素,提出了制造過程中的控制環(huán)節(jié)、控制方法。
2010-01-26 15:24:5016 研究了鐵路鋼結(jié)構(gòu)橋梁用14MnNbq鋼雙細(xì)絲雙弧埋弧焊接多種母材與焊材匹配的對、角接接頭的性能和組織狀況,較為深入地分析了接頭性能與組織的關(guān)系。結(jié)果表明,采用雙細(xì)絲雙弧
2010-01-29 13:37:0310 熱塑管燃?xì)夤艿离娙?b class="flag-6" style="color: red">焊接頭超聲檢測與評價
本文介紹應(yīng)用超聲波成像設(shè)備對燃?xì)鉄崴苄怨芗娙?b class="flag-6" style="color: red">焊接頭進(jìn)行無損探傷的方法。
2010-03-20 10:28:349 魯爾圓錐接頭多功能測試儀|魯爾接頭魯爾圓錐接頭多功能測試儀是一種用于檢測金屬管道連接接頭的儀器,它采用超聲波脈沖傳播時間差測試方法,測量管道連接接頭的位移變化,從而確定連接接頭的質(zhì)量和使用可靠性
2023-10-11 17:12:03
應(yīng)用有限元分析方法,針對平板對接接頭橫向拉伸試驗,打底焊道為高強匹配、填充焊道為低強匹配焊接接頭在外載荷作用下的接頭強度進(jìn)行數(shù)值模擬和試驗研究,并將數(shù)值模擬
2010-09-01 15:14:100 一般企業(yè)在使用投影儀等設(shè)備時,其VGA接頭大多需要人工焊接,接頭多,難焊是VGA的焊接的兩個難頭,弄不好要么沒信號,要么出現(xiàn)色差,下面我把如何焊接VGA頭的方法介紹
2010-09-13 16:08:300 vga接頭焊接方法
2007-12-28 21:59:0745295 下面是幾種Ff對rf轉(zhuǎn)接頭的形式圖片及型號
型號:MODEL 8091
2008-01-23 09:24:131209 點焊通常采用搭接接頭和折邊接頭(圖11-9)接頭可以由兩個或兩個以上等厚度或不等厚度的工件組成。在設(shè)計點焊結(jié)構(gòu)時,必須考慮電極的可達(dá)性,即電極必須能方便地抵達(dá)工
2010-08-29 10:41:341619 
Molex公司擴展其CMC連接器系列,推出一款引腳兼容的154電路連接頭,以及32和112電路焊接頭
2011-05-05 08:52:502318 焊接接頭系數(shù)是指對接焊接接頭強度與母材強度之比值。用以反映由于焊接材料、焊接缺陷和焊接殘余應(yīng)力等因素使焊接接頭強度被削弱的程度,是焊接接頭力學(xué)性能的綜合反映。
2011-11-30 14:09:503633 
Molex日前擴展其CMC產(chǎn)品線,新推出一款接腳兼容的154電路連接頭,以及32及112電路焊接頭。
2011-12-31 09:58:151215 2012-03-15 14:16:540 2012-03-15 14:20:157 用超聲波探傷對并聯(lián)環(huán)釬焊接頭進(jìn)行質(zhì)量評價_陳俊曄
2017-01-02 15:36:120 能量密度高、自適應(yīng)性強、對接頭裝配精度要求低、成本較低等優(yōu)點,同時也是航空航天領(lǐng)域普遍采用適合鋁合金的焊接技術(shù)。但由于等離子弧隨著焊接工藝和規(guī)范參數(shù)的改變而變化較大,獲得良好焊接接頭的合理焊接參數(shù)范圍較窄、焊縫成型以及穩(wěn)定性較差。為此,要實現(xiàn)對穿孔等離子弧焊焊
2018-01-23 14:01:494 鋁鋰合金因具有低密度、高的比強度和比剛度、耐腐蝕以及良好的焊接性等優(yōu)異的綜合性能,已成為航空航天領(lǐng)域發(fā)展迅速的輕量化結(jié)構(gòu)材料。許多航空航天結(jié)構(gòu)件制造過程中,采用焊接工藝可以減輕重量,提高結(jié)構(gòu)件連接
2018-01-29 15:24:240 采用焊接的加工工藝制造,焊接完成后,焊接接頭表面會形成一定的余高,而焊后焊縫余高的存在將影響鋁合金焊接接頭的使用性能。鋁合金焊縫打磨主要針對焊縫余高和焊縫接頭的打磨,利用良好的打磨工藝除去余高以及焊接殘留物,使焊縫具有良好的表面
2018-04-17 16:03:190 處理的焊接接頭進(jìn)行了硬度性能檢測。結(jié)果表明:噴丸、噴砂表面強化處理會提高焊接接頭表面的硬度,其中經(jīng)鋼丸強化處理的接頭表面硬度值最高。噴丸、噴砂表面強化處理可以在焊接接頭表面引入殘余壓應(yīng)力,降低有效拉應(yīng)力,從而延長疲勞裂紋的
2018-04-19 09:58:170 我國國土面積遼闊,氣候環(huán)境多樣,高速列車無論是在生產(chǎn)過程還是在運行過程中均要經(jīng)受復(fù)雜氣候變化的考驗。在鋁合金車體MIG焊接過程中,環(huán)境溫度、溫度、風(fēng)速等均對焊接接頭的微觀組織、常規(guī)力學(xué)性能以及疲勞
2018-04-19 11:05:280 以清除氧化物和從工件粘連著的金屬,激光焊接薄金屬搭接接頭時并不接觸工件,再者,光束還可進(jìn)入常規(guī) 焊難以焊及的區(qū)域,焊接速度快。
2018-07-04 09:03:0013985 (1)工藝焊接性和使用焊接性焊接性包括兩個含義:一是接合性能,就是一定的材料在給定的焊接工藝條件下對形成焊接缺陷的敏感性;二是使用性能,指一定的材料在規(guī)定的焊接工藝條件下所形成的焊接接頭適應(yīng)使用要求
2019-04-22 14:14:2010439 相信大家對于激光焊接機并不陌生,目前就是激光焊接頭都有分光式多點激光焊接頭,多頭激光焊接頭,激光條形光斑焊接頭。分光式激光焊接頭主要使用在半導(dǎo)體多引腳芯片焊接。
2019-04-24 15:56:4218542 本文主要介紹了激光焊接機的分類,另外還介紹了激光焊接機特點。激光焊接機又常稱為激光焊機、能量負(fù)反饋激光焊接機、雷射焊接機、鐳射焊機、激光冷焊機、激光氬焊機、激光焊接設(shè)備等。
2019-05-08 14:06:545114 焊接接頭的不完整性稱為焊接缺欠,主要有焊接裂紋、未焊透、夾渣、氣孔和焊縫外觀缺欠等。這些缺欠會減少焊縫截面積,降低承載能力,產(chǎn)生應(yīng)力集中,引起裂紋;降低疲勞強度,易引起焊件破裂導(dǎo)致脆斷。其中危害最大的是焊接裂紋和氣孔。
2019-05-14 16:48:2423143 熔焊,又叫熔化焊,是一種最常見的焊接方法。所謂熔焊,是指焊接過程中,將聯(lián)接處的金屬在高溫等的作用下至熔化狀態(tài)而完成的焊接方法,可形成牢固的焊接接頭。由于被焊工件是緊密貼在一起的,在溫度場、重力等的作用下,不加壓力,兩個工件熔化的融液會發(fā)生混合現(xiàn)象。
2019-07-05 15:18:5517604 垂直或傾斜位置開坡口的接頭必須從下向上焊接,對不開坡口的薄板對接和立角焊可采用向下焊接;平、橫、仰對接接頭可采用左向焊接法。
2019-07-05 16:13:2238954 氣焊的工藝參數(shù)主要有接頭形式和坡口形式、火焰種類、火焰能率、焊接方向、韓最傾角和焊絲直徑等。
2019-07-05 17:42:186551 焊縫尺寸增加,變形隨之增大,但是過小的焊縫尺寸將降低結(jié)構(gòu)的承載能力,并使焊接接頭的冷卻速度加快,熱影響區(qū)硬度增高,容易產(chǎn)生裂紋等缺陷,因此應(yīng)在滿足結(jié)構(gòu)承載能力和保證焊接質(zhì)量的前提下,隨著板的厚度來選取工藝上可能選用的最小的焊縫尺寸。
2019-08-05 15:20:2913897 切割LED非常容易。該卷具有指定的點以切割每3個LED。在切片的地方,LED也會成為焊接接頭。
2019-08-20 11:09:032843 
焊接裂紋是焊接件中最常見的一種嚴(yán)重缺陷。在焊接應(yīng)力及其他致脆因素共同作用下,焊接接頭中局部地區(qū)的金屬原子結(jié)合力遭到破壞而形成的新界面所產(chǎn)生的縫隙。
2019-10-25 10:14:069851 焊接接頭形式:對接接頭、角接接頭及T字形接頭、搭接接頭。
2019-11-20 10:28:5939740 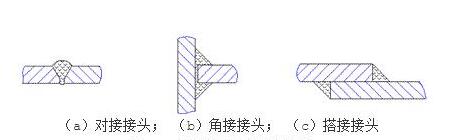
1、兩個級別的檢驗 焊接接頭的材相切片檢驗通常在兩個級別的檢驗中進(jìn)行 宏觀: 使用體視顯微鏡實現(xiàn)至多 50 倍的放大率。 微觀檢驗通常在穿過焊接接頭的未鑲嵌截面上進(jìn)行,并且涉及切割和粗/精細(xì)研磨技術(shù)
2020-03-17 09:16:15928 嚴(yán)格控制焊接接頭上的熱輸入量?選擇合適的焊接方法和工藝參數(shù)(主要有焊接電流、電弧電壓、焊接速度)。
2019-12-27 10:01:1010951 本文主要闡述了bnc接頭的分類及bnc接頭接法圖解。
2020-01-02 10:06:2982391 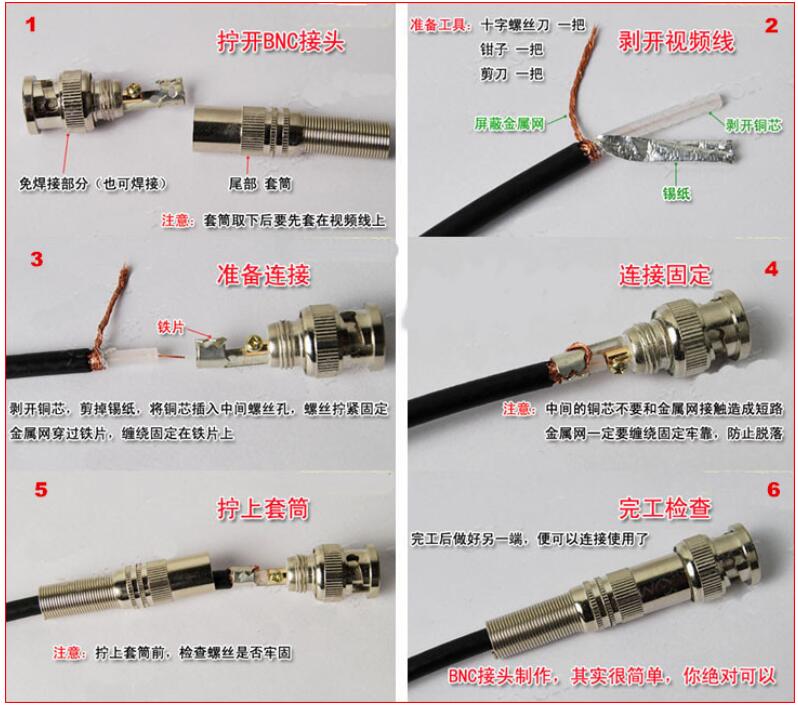
焊前把鑄件預(yù)熱到600~700℃,焊接過程保持在400℃以上,焊后緩慢冷卻至室溫。采用熱焊法可有效減小焊接接頭的溫差,從而減小應(yīng)力,同時還可以改善鑄件的塑性,防止出現(xiàn)白口組織和裂紋。
2020-02-05 09:15:2215297 釬料是形成釬焊接頭的填充金屬,釬焊接頭的質(zhì)量在很大程度上取決釬料。釬料應(yīng)該具有合適的熔點、良好的潤濕性和填縫能力,能與母材相互擴散,還應(yīng)具有一定的力學(xué)性能和物理化學(xué)性能,以滿足接頭的使用性能要求。
2020-04-27 11:59:024550 最基本的接頭連接器是一種快速有效的連接兩根導(dǎo)線末端而無需焊接的設(shè)備。雖然接頭連接器的焊接具有一些優(yōu)點,但是時間和成本可能過高。
2020-05-21 10:20:041000 半自動或全自動設(shè)備連接的其它壓接頭技術(shù)應(yīng)用類型。Raychem壓接頭是款可靠性和經(jīng)濟(jì)高效率應(yīng)用需求的壓接頭。 Raychem壓接頭特點: 產(chǎn)品類型對接接頭 Sealable是 壓接頭類型嵌入式對接
2020-07-28 09:53:25344 由于各種加工和清洗工藝可能會殘留潤滑油、切削油等影響產(chǎn)品表面清潔度的污染物,所以激光焊接前必須對零部件進(jìn)行除油和清洗工序,否則影響熱熔填充金屬的流動能力和在焊接接頭中形成碳化相,從而降低接頭的耐腐蝕性和機械性能。
2020-12-25 10:57:30481 縫焊機的焊件組裝成搭接接頭或?qū)?b class="flag-6" style="color: red">接接頭,放置在兩個滾輪電極之間,滾輪電極受焊件壓緊,連續(xù)脈沖送出,形成連續(xù)焊縫電阻焊接方法或縫悍。是點焊的演變。
2021-03-01 16:45:367614 大家好,由于很多網(wǎng)友會在焊接電池接頭的時候,不知道怎么操作,所以下面斯特科技給大家分享一下如何正確焊接,以及一些需要注意的地方。
2021-07-22 10:33:3817874 焊接機器人分類有哪些?市場上都有哪些種類的焊接機器人?隨著焊接機器人市場的不斷發(fā)展,市場上也出現(xiàn)了種類繁多的焊接機器人,用戶在選擇焊接機器人的時候,需要根據(jù)自身的焊接需求和焊接條件選擇,帶您了解焊接機器人的分類。
2021-09-03 16:50:335127 結(jié)構(gòu)形式有密切的關(guān)系。這是引起一些結(jié)構(gòu)因焊接接頭的疲勞而過早失效的一個主要的因素; ② 早期的焊接結(jié)構(gòu)設(shè)計以靜載強度設(shè)計為主,沒有考慮抗疲勞設(shè)計,或者是焊接結(jié)構(gòu)疲勞設(shè)計規(guī)范并不完善,以至于出現(xiàn)了許多現(xiàn)在看來設(shè)計不合理
2021-11-12 10:52:131297 連接層材料能夠吸收超聲波,提高焊接接頭材料的軟化和熔融程度,能夠焊接取向材料以及不同類型的高分子材料。 取向聚丙烯在超聲波焊接過程中使用了熔融指數(shù)為0.03~30的五種連接層材料,使用低熔融指數(shù)
2021-12-14 17:25:33437 先進(jìn)封裝形式μBGA、CSP的回流焊接技術(shù)介紹說明。
2022-05-06 15:17:464 計為自動化生產(chǎn)的磁變送器的組成部件中,有一個長度約50mm管狀結(jié)構(gòu)的三通接頭,在管的一端有攻牙,中間開有用于焊接轉(zhuǎn)接頭的孔(如圖一)。這種開在正中間的孔,在焊接轉(zhuǎn)接頭后通常會因焊接溫度較高,導(dǎo)致一端
2022-05-07 09:14:40778 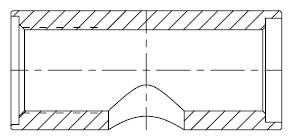
船舶焊接接頭維氏硬度實驗方法,力學(xué)實驗,拉力試驗機
2022-05-11 14:28:540 因此,必須通過相應(yīng)的實驗即焊接工藝評定加以驗證焊接工藝正確性和合理性,焊接工藝評定和還能夠在保證焊接接頭質(zhì)量的前提下盡可能提高焊接生產(chǎn)效率和最大限度的降低生產(chǎn)成本,獲取最大的經(jīng)濟(jì)效益。
2022-07-22 15:02:183279 焊接接頭設(shè)計是超聲波焊接的重要方面,其指的是數(shù)量為兩個或兩個以上的零件需要用到焊接組合的接點,包括焊縫、熔合區(qū)和熱影響區(qū)。
2022-09-01 16:54:11557 焊縫熔化區(qū)與熱影響區(qū)組織演化;激光焊接接頭缺陷的形成、焊接殘余應(yīng)力與變形產(chǎn)生等。下面介紹激光焊接機在焊接不同金屬材料的工藝。
2022-09-02 10:20:291439 這些文章介紹了焊接接頭疲勞行為相對于傳統(tǒng)材料疲勞行為的特殊性,利用名義應(yīng)力和結(jié)構(gòu)應(yīng)力方法評估焊接接頭疲勞壽命的共性與區(qū)別,并且通過具體實例介紹了利用二維有限元模型計算結(jié)構(gòu)應(yīng)力的具體方法及預(yù)測壽命與實驗壽命的對比。
2022-12-08 09:29:441594 連拓精密的螺紋快速連接接頭(螺紋快速密封連接器),廣泛應(yīng)用于設(shè)備以及管路壓力測試,液壓泵閥、發(fā)動機以及油缸密封性測試,空調(diào)冷卻系統(tǒng),汽車卡鉗和燃油管等,可以輕松封堵設(shè)備對外管口,或者進(jìn)行密封連接的內(nèi)螺紋快換接頭。因為連拓精密的螺紋快速連接接頭密封性強,操作與設(shè)計合理受到客戶的歡迎。
2023-01-03 14:32:361313 
高壓汽車配件銅焊接頭氣密性測試儀器裝置,汽車配件焊接接頭是指兩個或兩個以上零件要用焊接組合的接點,或指兩個或兩個以上零件用焊接方法連接的接頭,包括焊縫、熔合區(qū)和熱影響區(qū)。焊接接頭的機械性能決定
2021-11-30 10:39:22582 
1.鋁合金激光自熔焊接激光自熔焊接是指以高能量密度激光束為熱源,沖擊到母材表面,使母材自身熔化,形成焊接接頭的焊接方式。對于鋁合金激光焊接來說,鋁合金表面對激光的反射率高,焊接時需要較大的激光功率
2023-03-30 11:11:29594 
焊接機又有哪些區(qū)別你知道嗎?面對市場上如此多功能的焊接頭,你會選擇嗎?本篇,鐳拓就給大家分享一下如何選擇合適的手持式光纖激光焊接頭。相信大家都知道手持式光纖激光焊接機
2023-07-04 13:34:45505 
厚度不同的兩塊鋼板對接時,為避免截面急劇變化引起嚴(yán)重的應(yīng)力集中,常把較厚的板邊逐漸削薄,達(dá)到兩接邊處等厚。對接接頭的靜強度和疲勞強度比其他接頭高。在交變、沖擊載荷下或在低溫高壓容器中工作的聯(lián)接,常優(yōu)先采用對接接頭的焊接。
2023-07-05 12:26:15270 焊接機是一種電氣設(shè)備,能夠在相對較低的直流電壓下產(chǎn)生非常高的電流。這種高電流輸出可用于創(chuàng)建預(yù)期的焊接電弧和焊接接頭。焊接接頭是通過焊機產(chǎn)生的大電流短路將焊條熔合在接頭區(qū)域而形成的。
2023-07-11 14:49:12473 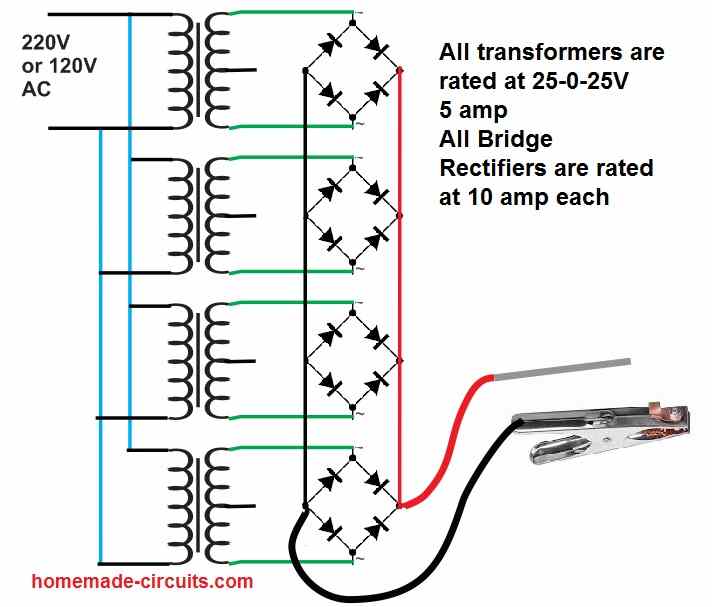
焊接中,由于焊件的厚度、結(jié)構(gòu)及使用條件的不同,其接頭型式及坡口形式也不同。焊接接頭型式有:對接接頭、T形接頭、角接接頭及搭接接頭等。
2023-07-11 15:57:071149 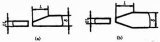
焊接接頭系數(shù)Φ是指對接焊接接頭強度與母材強度之比值,用以反映由于焊接缺陷和焊接殘余應(yīng)力等因素使焊接接頭強度被削弱的程度,是焊接接頭力學(xué)性能的綜合反映。
2023-08-08 11:49:581863 隨著工業(yè)自動化的快速發(fā)展,焊接機器人已經(jīng)成為現(xiàn)代制造業(yè)中不可或缺的一部分。焊接機器人以其高效、精準(zhǔn)的特點,極大地提高了焊接生產(chǎn)的質(zhì)量和效率。根據(jù)其不同的結(jié)構(gòu)、功能和應(yīng)用,焊接機器人可以分為幾個主要的分類。
2023-08-16 14:42:41950 。 鋰電池極片超聲波金屬焊接機電源發(fā)生器焊接接頭的形成機制主要有機械咬合和塑性變形,其是接頭形成的重要因素。接頭的焊接拉力、敷箔量、工件連接界面塑性變形的形貌、有效連接長度是決定接頭焊接質(zhì)量的主要因素。焊接
2023-08-21 10:21:21473 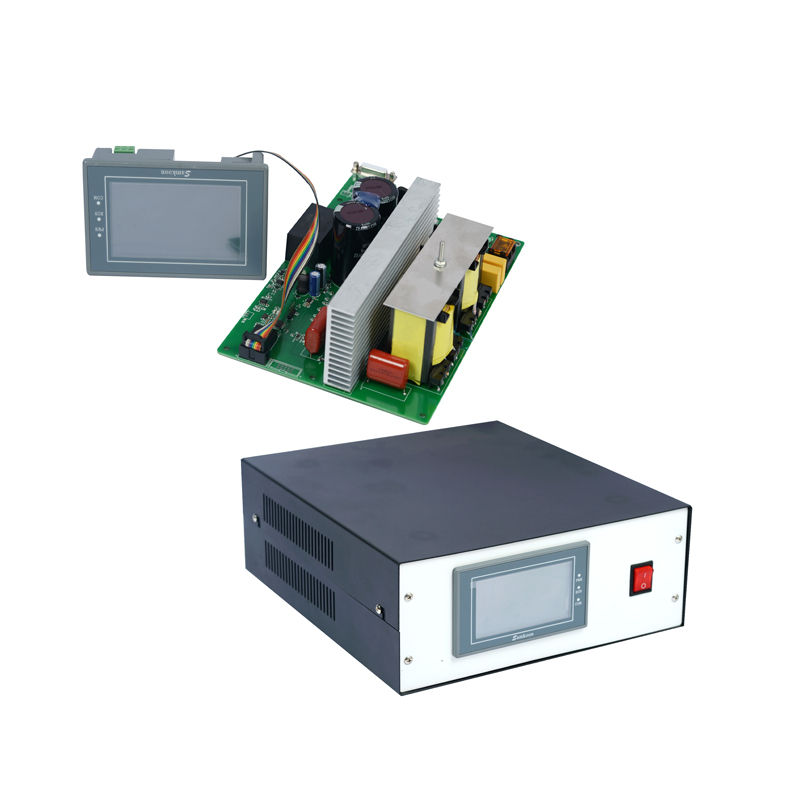
激光焊接機能焊黃銅板嗎?答案是可以的,許多反饋激光焊接設(shè)備很難在銅產(chǎn)品上進(jìn)行焊接,這是因為銅作為一種導(dǎo)體的優(yōu)良選擇,具有很高的熱傳導(dǎo)性能,會快速地將熱量從焊接接頭處擴散,從而難以維持熱平衡并進(jìn)行可靠
2023-09-01 15:28:31475 
,從智能手機到電腦、醫(yī)療設(shè)備和汽車系統(tǒng),無一例外都需要高質(zhì)量的連接和可靠的電子接頭。因此,在這一制造過程中,確保連接的拉力或保持力至關(guān)重要。 在本文中,科準(zhǔn)測控小編將探討焊接PCB接頭的保持力測試,以及如何測試和操作步
2023-11-06 10:27:30252 
電子發(fā)燒友網(wǎng)站提供《光纖激光手持焊接頭詳細(xì)介紹.pdf》資料免費下載
2023-12-22 11:18:560 確定 工件形狀和尺寸:焊接機器人在確定擺幅方向時通常會考慮工件的形狀和尺寸。對于較大的工件,可能需要采用不同的擺幅方向來確保焊接覆蓋全面,從而提高焊接效果。 焊接接頭類型:不同類型的焊接接頭可能需要不同的擺幅
2024-01-04 17:50:24212 
焊接工藝評定中,夏比V型缺口沖擊試驗是對焊接接頭沖擊韌性的評價,體現(xiàn)了焊接接頭抵抗沖擊破壞的能力,也是焊接接頭綜合性能的體現(xiàn)。
2024-01-08 14:07:37408 
室外光纜到機房通常需要通過預(yù)端接接頭來連接。 下面是一些一般性的步驟: 確認(rèn)光纜的類型和規(guī)格,以及預(yù)端接頭的類型和規(guī)格。 使用專業(yè)的剝光器剝掉光纜外皮的保護(hù)層,露出裸光纖。 清潔裸光纖,確保表面干凈
2024-03-11 11:55:3252
 電子發(fā)燒友App
電子發(fā)燒友App












 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論