結合國家焊工(初級)考試最新大綱及焊工(初級)考試真題匯總,有助于焊工(初級)模擬考試軟件考前練習。1、【判斷題】()電弧電壓是決定單道焊縫厚度的主要因素。(×)2、【判斷題】()碳鋼焊條的選用應遵循等強度的原則。(√)3、【判斷題】手工電弧焊主要污染危害是:煙和光輻射。(...
2021-09-02 07:38:13
割考試。1、【判斷題】 焊接電流大小是決定焊縫熔寬的最主要參數。(×)2、【判斷題】液化氣瓶的聯接形式為倒旋螺紋。(√)3、【判斷題】 MIG焊適用于鋁及鋁合金、不銹鋼等材料中、厚板焊接。(√)4、【判斷題】根據焊接工藝的不同,電弧焊可分為自動焊半自動焊氬弧焊和手工...
2021-06-30 06:01:44
與熱切割考試。1、【判斷題】 焊條電弧焊可以在任何有電源的地方進行焊接作業。(√)2、【判斷題】焊工如遇到與焊割“十不燒”之中有一條不符合要求的,有權拒絕焊割。(√)3、【判斷題】 手工堆焊時,應采用較大電壓。(×)4、【判斷題】鋁熱焊設備簡單投資少,焊接操作簡便,無需電源。(√
2021-08-31 06:21:35
卓越;5.簡易的手工電弧焊功能,更適合野外工作;6.最小焊接電流是35A,薄板焊接的最佳選擇;7.重量輕,體積小,便于移動;8.節能省電,使用費用低,對電網容量要求低。手工焊數字直流逆變焊機整機產品
2018-12-03 14:16:54
項目名稱:手工氬弧一體焊數字直流逆變焊機完整解決方案項目介紹:自主研發項目。目前焊機市場多數都是采用模擬控制方式,這種傳統的控制方式存在很多弊端,如控制方式復雜、所需器件繁多等。針對目前市場現狀
2018-12-03 14:15:04
【摘要】:在電子裝聯工藝中,手工焊接一直是不可缺少的操作手段,電烙鐵是手工焊接的主要工具。通過工程實踐,分析了電烙鐵閑置溫度與焊接溫度的關系,焊接過程電烙鐵和焊點的溫度變化等情況。【關鍵詞】:手工
2010-04-24 10:10:16
的技能,在了解一般方法后,要多練;多實踐,才能有較好的焊接質量。手工焊接握焊臺手柄的方法,有正握、反握及握筆式三種。焊接元器件及維修電路板時以握筆式較為方便。手工焊接一般分四步驟進行。1.準備焊接
2010-11-11 16:01:11
電弧爐熔煉是利用石墨電極與鐵料(鐵液)之間產生電弧所發生的熱量來熔化鐵料和使鐵液進行過熱的。在電弧爐熔煉過程中,當鐵料熔清后,進一步地提高溫度及調整化學成分的冶煉操作是在熔渣覆蓋鐵液的條件下進行。電弧爐依照爐渣和爐襯耐火材料的性質而分為酸性和堿性兩種。堿性電弧爐具有脫硫和脫磷的能力。
2019-09-27 09:10:57
電弧螺柱焊機是由焊接電源、控制器、焊槍、地線鉗、焊接電纜等部分組成。但大多數焊接設備的焊接電源都與控制器合并為一體,稱為主機。比較先進的控制方式是使用微處理器,以便精確設置和適時控制焊接過程中的焊接
2021-11-16 08:27:19
項目名稱:MMA數字顯示板項目簡介:自主研發項目。該面板適用于手工焊條電弧焊機。主控MCU選用英飛凌8位單片機。通過MCU實現焊接參數給定、顯示,故障診斷控制。面板旋轉編碼器用于調節焊接參數(包括熱
2018-12-03 14:19:08
TPS71733DRVR機焊的時候沒有輸出,但手工焊卻沒問題,這種情況一般是什么導致的?這個料的機焊應該注意什么問題?機焊溫度應該把握在什么范圍合適?給我個回復
2016-11-08 11:11:55
高壓應用設法節省空間防止電弧放電損壞和破壞保護高壓MLCC的電弧放電對策
2021-03-09 06:20:40
【摘要】:在電子裝聯工藝中,手工焊接一直是不可缺少的操作手段,電烙鐵是手工焊接的主要工具。通過工程實踐,分析了電烙鐵閑置溫度與焊接溫度的關系,焊接過程電烙鐵和焊點的溫度變化等情況。【關鍵詞】:手工
2012-08-11 14:23:50
PCB手工浸焊的流程一般為先為插件(或是先短腳作業)→浸焊→剪腳→補焊→清洗(測量檢驗) (1)插件:這部分因為各個客戶的PCB有所不同,不好講得太具體,簡單說下插件會用到的設備,有實體廠商一般
2016-11-22 22:34:31
PCB手工浸焊的流程一般為先為插件(或是先短腳作業)→浸焊→剪腳→補焊→清洗(測量檢驗) (1)插件:這部分因為各個客戶的PCB有所不同,不好講得太具體,簡單說下插件會用到的設備,有實體廠商一般
2016-09-19 21:09:45
`各位大師,請看附圖,焊盤走線,不設定網絡定義,怎以按設定的走線規則 手工布線,如 走線規則 線寬線距 為0.07MM手工布線走出來的線 都符合這個規則,請問怎樣設置及方法,煩請留言 或QQ告知,QQ:183732463謝謝!`
2014-05-10 16:59:52
由于光伏(PV)太陽能面板設施可能發生新的危險,尤其是火災,所以未來的太陽能設計要求光伏系統具備電弧檢測能力。今天我們將說說電弧檢測需求的產生原因、對檢測方法進行分析,并提出了一種可能的解決方案來將
2018-10-22 16:41:21
各位大俠,請問手工畫PCB板時怎么添加電源/地焊盤啊?謝謝、謝謝[此貼子已經被admin于2009-6-29 16:46:51編輯過]
2009-06-29 11:35:53
1. 文章研究主要問題在雙弧脈沖熔化極惰性氣體保護焊的過程中存主旁弧脈沖電流波形匹配以及耦合電弧穩定性的問題。2. 結論分析了雙弧脈沖 MIG 焊的特點和控制要求,實現雙弧脈沖 MIG 焊方法必須
2021-12-20 06:26:47
前也是很多新的中小型電子器件制造業企業的貼片生產制造再用手工開展貼片,大伙兒應當搞清楚手工貼片沒辦法操縱品質,不合格率挺大,尤其是在回流焊加工工藝階段,回流焊加工工藝電焊焊接品質與前邊的錫膏包裝
2020-07-01 11:27:32
最近在研究電弧焊接,通過電弧傳感器測量焊接電流,根據焊接電流反饋大小來控制焊接頭與焊件之間的距離,以實現更好的焊接。
2014-12-22 22:47:48
做了比較,并提出了一種有效的旋轉電弧信號組合濾波方法,實驗證明:該方法能更有效地抑制電弧信號的干擾,保留有用的信號特征信息。關鍵詞:旋轉電弧;信號;數字濾波;電弧焊
2009-10-13 14:57:03
,使CO2氣保焊的性能卓越;5.簡易的手工電弧焊功能,更適合野外工作;6.最小焊接電流是35A,薄板焊接的最佳選擇;7.重量輕,體積小,便于移動;8.節能省電,使用費用低,對電網容量要求低。氣體保護焊
2018-12-03 14:15:23
氙燈的放電物質是氙氣, 它不同于汞及金屬鹵化物 。因為氣體的原子輕, 原子越輕, 放電時對流現象就越劇烈, 為此, 氙燈的電弧位置和形狀主要由對流的氣流決定, 這種電弧稱之為對流穩定型電弧。 由于
2017-11-14 17:13:36
浸焊除了有預熱的工序外,焊接過程基本與手工焊接類似。
2019-10-10 09:00:42
焊絲是作為填充金屬或同時作為導電用的金屬絲焊接材料。在氣焊和鎢極氣體保護電弧焊時,焊絲用作填充金屬;在埋弧焊、電渣焊和其他熔化極氣體保護電弧焊時,焊絲既是填充金屬,同時也是導電電極。焊絲的表面不涂
2017-05-24 09:16:06
傾斜角不大的焊件,均可用埋弧焊。板厚需大于5毫米(防燒穿)。焊接碳素結構鋼、低合金結構鋼、不銹鋼、耐熱鋼、復合鋼材等。2、焊條電弧焊:原理:用手工操作焊條進行焊接的電弧焊方法。利用焊條與焊件之間建立起來
2017-10-23 09:39:35
求助:手工焊接貼片器件時的焊盤大小和機器焊接貼片時的焊盤大小有大小區別嗎?還有就是焊盤間的間距有沒有區別?
2019-09-25 05:35:12
沒有腳的芯片,手工焊起來費勁。有沒有性能,價格,都類似的,手工容易焊的音頻ADC ?
2019-02-26 00:55:29
求助:手工焊接貼片器件時的焊盤大小和機器焊接貼片時的焊盤大小有大小區別嗎?還有就是焊盤間的間距有沒有區別?
2019-09-24 04:57:32
采用印刷臺手工印刷焊膏的工藝看完你就懂了
2021-04-25 07:06:44
`銅軟連接【詳細說明】銅帶軟連接焊接工藝普通有兩種,辨別是氬氟焊和高分子分散焊工藝。氬弧焊,是運用氬氣作為維護氣體的一種焊接技術,又稱氬氣體維護焊。就是在電弧焊的四周通上氬氣維護氣體,將空氣隔離在焊
2020-04-18 11:23:36
,綜合性能較好,強度、塑性和焊接等性能得到較好配合,用途最廣泛。2、焊接方式手工電弧焊。有卡口、坡口;平焊、
2021-08-30 08:06:14
鋼結構手工電弧焊焊接工藝標準:本工藝標準適用于一般工業與民用建筑工程中鋼結構制作與安裝手工電弧焊焊接工程。2 施工準備2.1 材料及主要機具:2.1.1 電焊條:其型號
2009-05-24 14:11:51 45
45 本焊接施工工藝標準僅使用于奧氏體,馬氏體,鐵氏體組織的不銹鋼焊接工程。其焊接方法有手工電弧焊,手工鎢極氬弧焊,氣焊三種方法。第一節 設備及材料要求第 4.1.1
2009-05-24 14:27:5273 本焊接施工工藝標準僅使用于奧氏體、馬氏體、鐵氏體組織的不銹鋼焊接工程。其焊接方法有手工電弧焊、手工鎢極氬弧焊、氣焊三種方法。第一節 設備及材料要求第二節
2009-07-03 14:01:4040 電弧是電弧焊接的熱源,力源。焊機是電弧能量的供應者,焊機應滿足焊接工藝的要求,保證引弧容易,電弧穩定,焊機規范穩定,以及足夠寬的焊接規范和穩定調節范圍。
2009-10-19 16:34:29130 焊條電弧焊是用手工操縱焊條進行焊接的電弧焊方法。焊接時,焊條末端和工件之間燃燒電弧使焊條藥皮、焊芯和工件熔化,焊芯形成細小金屬顆粒過渡和工件表面熔化金屬熔合形
2009-11-17 11:22:4827 為了提高焊接效率和質量,本文針對可消耗的雙電極氣體保護金屬極電弧焊系統,建立了一個雙輸入雙輸出的非線性模型, 并基于投影估計和極點配置法設計了離散自適應控制
2009-12-31 16:15:459 本文針對可消耗雙電極熔化極氣體保護電弧焊接(DE-GMAW)系統,建立了一個雙輸入雙輸出非線性模型,并基于此提出了一種魯棒自適應控制器的設計方法,可用于系統存在未建模動態和
2010-01-18 15:17:3815 介紹了小齒輪座底板的斷裂情況,通過對其材料的技術性能、鐵的可焊性等性能的分析,確定了手工電弧冷焊的施工方案,并提出了具體的焊接工藝,順利完成了該工件的修復。關鍵詞
2010-01-26 15:02:5923 焊接工藝隨著當今科學技術的發展而不斷提高,在管道焊接中自保護藥芯焊絲半自動焊的出現與發展就是對傳統手工電弧焊的一次技術性革命。隨著蘇丹工程、澀寧蘭工程、蘭成渝
2010-01-26 15:56:067 對于普通結構鋼,通常要求焊縫金屬與母材等強度,應選用抗拉強度等于或稍高于母材的焊條
2010-02-01 16:08:4825 電弧焊引弧電路 本裝置最大輸入小于100W,采用弱電流引弧技術,能迅速自
2006-04-16 23:17:42 9012
9012 
交流電弧焊機的內部結構圖
2008-05-26 22:07:3118895 
電弧放電,電弧放電是什么意思
兩個電極在一定電壓下由氣態帶電粒子,如電子或離子,維持導電的現象。激發試樣
2010-03-27 14:25:551484 GBT8118-95電弧焊機通用技術條件
2017-01-08 15:41:291 GBT8118-2010 電弧焊機通用技術條件
2017-01-08 15:41:295 本文開始介紹了什么是電弧和電弧的組成部分。其次介紹了電弧的分類,最后闡述了電弧發生的條件及分析了電弧打火機能否電死人。
2018-02-06 09:36:4152899 本文開始介紹了電弧的產生與電弧的主要特性,其次介紹了電弧的組成及電弧的危害,最后介紹了電弧消除的方法。
2018-02-06 09:49:1034760 本文介紹了電弧產生現象原因及特點,其次詳細的介紹了電弧的形成原因,最后介紹了電弧產生原理圖及電弧熄滅的方法進行了介紹。
2018-02-06 10:34:0192065 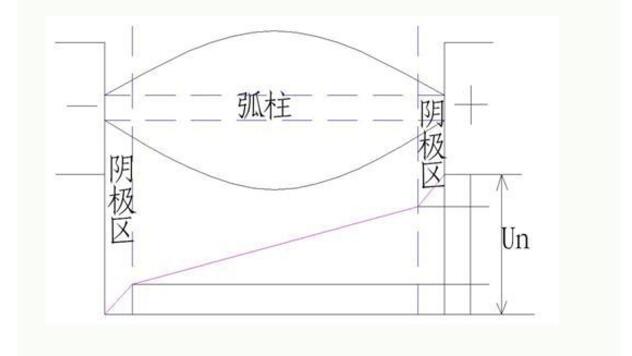
本文主要介紹的是電弧,首先介紹了電弧產生的原因及原理圖,其次介紹了電弧特點及用途、特性,最后闡述了電弧產生的危害及滅弧措施,具體的跟隨小編一起來了解一下吧。
2018-05-10 16:59:5944058 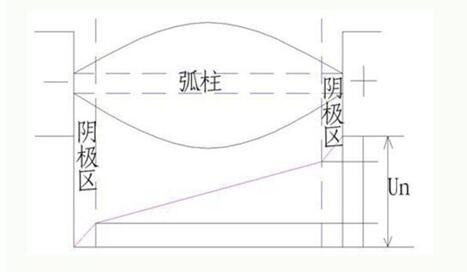
電弧焊,利用電弧熱量熔化工件來實現連接。電弧焊是常用的一類焊接方法,有兩種基本類型,一種是熔化極電弧,電極被電弧熱量所熔化,熔化的電極金屬穿過電弧過渡到熔池中。另一種是非熔化極電弧,電極不熔化,填充金屬需要單獨添加到熔池中。
2019-05-01 09:28:005039 為獲得良好的焊縫成形,焊條需要不斷地運動。焊條的運動稱為運條。運條是電焊工操作技術水平的具體表現。焊縫質量優劣、焊縫成形的良好與否,與運條有直接關系。
2019-07-02 15:29:5620796 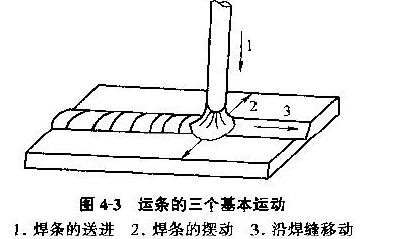
電弧堆焊是目前一種主要的堆焊方法。它利用焊條或電極熔敷在基材表面進行堆焊。采用的是量大面廣的焊條電焊機,設備簡單、移動靈活、成本低,幾乎所有的實芯和藥芯焊條均能用,應用廣泛。
2019-07-02 16:15:0210535 焊接電源是指CO2氣體保護焊的電源,采用平特性或緩降外特性,空載電壓為38~70V。電弧自調節作用強,短路電流大,引弧容易,不粘絲。操作時會感到電弧平靜、柔軟、富有彈性、飛濺小。
2019-07-02 16:41:226707 焊條直徑的選擇主要取決于焊件厚度、接頭形式、焊縫位置和焊接層次等因素。在一般情況下,可根據表6-4按焊件厚度選擇焊條直徑,并傾向于選擇較大直徑的焊條。另外,在平焊時,直徑可大一些;立焊時,所用焊條直徑不超過5mm;橫焊和仰焊時,所用直徑不超過4mm;開坡口多層焊接時,為了防止產生未焊透的缺陷,第一層焊縫宜采用直徑為3.2mm的焊條。
2019-07-02 16:51:1235239 立焊操作方法有兩種:一種是由下向上施焊,稱為向上立焊;另一種是由上向下施焊,稱為向下立焊。目前生產中應用最廣泛的是由下向上施焊,在練習中以此種方法為重點。
2019-07-02 17:05:4413360 對接立焊除了要控制熔化金屬不下淌外,還要求焊縫保持平直。因此,常采用小直徑焊條和較小的焊接電流,并采用短弧焊接法。
2019-07-02 17:14:514406 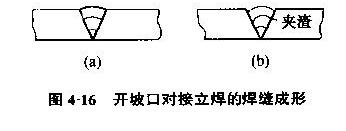
手工電弧焊屬于焊接方法中熔化焊的一種,是將兩個分離的金屬,在接頭處局部加熱或加壓,或者加熱時同時又加壓、熔化、冷卻后凝固成一個牢固的整體。它是利用電弧熱局部熔化焊件和焊條以形成焊縫的一種手工操作焊接方法。電焊機是手工電弧焊的主要設備,是產生焊接電弧的電源,常用的電焊機有交流弧焊機和直流弧焊機兩類。
2019-07-04 14:33:4211457 焊條選用不當。電流太低。焊接速度太快溫度上升不夠,又進行速度太慢電弧沖力被焊渣所阻擋,不能給予母材。焊縫設計及組合不正確。
2019-07-04 14:39:407203 使焊條與焊件表面垂直地接觸,當焊條的末端與焊件的表面輕輕一碰,便迅速提起焊條并保持一定的距離,立即引燃了電弧。操作時焊工必須掌握好手腕上下動作的時間和距離。
2019-07-04 14:42:1914061 設備簡單,價格便宜,維護方便。焊接操作時不需要復雜的輔助設備,只需要配備簡單的輔助工具,方便攜帶。
2019-07-04 14:45:1824345 手工電弧操作保同必須進行安全技術培訓,考試合格并取得操作證后,方可獨立作業。
2019-07-04 14:47:1410142 森達焊接二保焊機焊接成本低CO2氣體是釀造廠和化工廠的副產品,來源廣,價格低,其綜合成本大概是手工電弧焊的1/2。
2019-07-05 16:02:0839981 基層的焊接推薦采用手工電弧焊、埋弧焊、及二氧化碳氣體保護焊。復層和過度層的焊接,采用鎢極氬弧焊和手工電弧焊,也可采用能確保焊接質量的其他焊接方法。
2019-08-05 11:49:2637121 
引弧是焊條電弧焊的基本操作之一,尤其在定位焊中,使用引弧更為頻繁。
2019-11-18 10:55:3925957 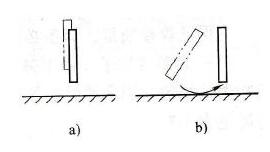
電弧焊接溫度可達3600-6000℃,在焊接時、電弧焊接溫度可達3600-6000℃有大量火花高溫焊渣飛濺;焊件經過焊接,溫度也很高。
2019-12-08 11:20:405090 成本低焊條電弧焊使用具有下降外特性的弧焊電源及一些簡單工具,設備結構簡單,便于現場維護、保養和維修;設備輕,便于移動;設備使用、安裝方便,操作簡單;投資少,成本低。
2019-12-27 11:03:3111763 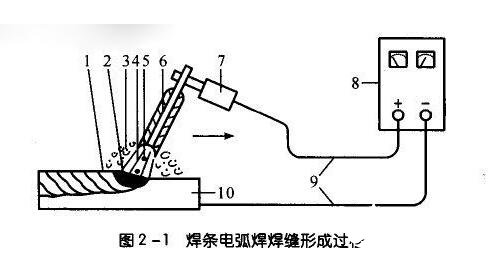
焊條電弧焊是通過焊條引發電弧,用電弧熱來熔化焊件而實現焊接的一種熔焊方法,它是目前應用最多、最普遍的焊接方法。
2019-12-27 11:14:3613369 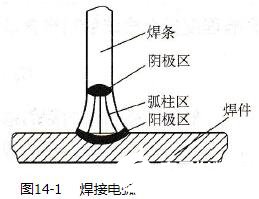
手工電弧焊,電弧溫度在6000~8000℃左右,熔滴平均溫度達到2000℃,溶池平均溫度達到1750℃。
2019-12-27 14:32:1358348 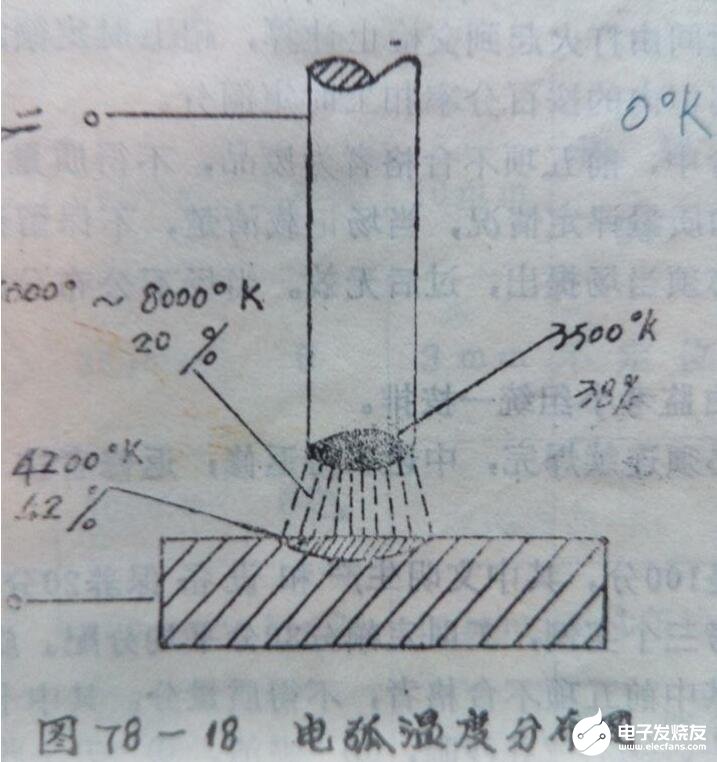
直流電弧焊或電弧切割時,電源輸出端有固定的正極和負極。焊件接電源正極、電極接電源負極的接線法,叫正接;焊件接電源負極、電極接電源正極的接線法,稱為反接。
2019-12-27 14:37:177509 引弧即產生電弧。焊條電弧焊是采用低電壓、大電流放電產生電弧,依靠電焊條瞬時接觸工件實現。引弧時必須將焊條末端與焊件表面接觸形成短路,然后迅速將焊條向上提起2~4mm的距離,此時電弧即引燃。
2019-12-28 06:28:0022031 本文主要闡述了電弧焊的種類及電弧焊和氬弧焊的區別。
2020-08-27 10:45:2027115 電弧焊的原理是利用電弧放電(俗稱電弧燃燒)所產生的熱量將焊條與工件互相熔化并在冷凝后形成焊縫,從而獲得牢固接頭的焊接過程。
2020-08-27 11:03:2010426 電子發燒友網為你提供機械制造工藝介紹--焊條電弧焊資料下載的電子資料下載,更有其他相關的電路圖、源代碼、課件教程、中文資料、英文資料、參考設計、用戶指南、解決方案等資料,希望可以幫助到廣大的電子工程師們。
2021-04-29 08:48:3711 電弧焊是通過電弧對焊接工件的局部加熱,使連接處的金屬融化,再加入填充金屬而結合的方法。電焊機為電弧提供電源,分為交流電焊機和直流電焊機兩類。應用比較普遍的是交流電焊機。
2021-05-15 17:26:3914528 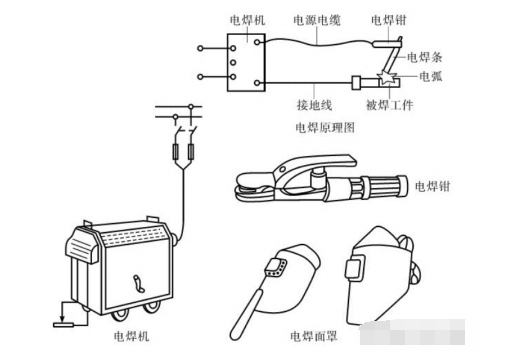
基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計講解(長城電源技術有限公司上市)-該文檔為基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計講解總結文檔,是一份不錯的參考資料,感興趣的可以下載看看,,,,,,,,,,,,,,,,,
2021-09-22 15:38:475 基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計(電源技術偏執狂多少錢)-該文檔為基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計總結文檔,是一份不錯的參考資料,感興趣的可以下載看看,,,,,,,,,,,,,,,,,
2021-09-22 15:45:1912 藥芯焊絲電弧焊是利用藥芯焊絲與工件之間的電弧進行加熱的一種焊接方法,英文名稱的簡寫為FCAW。在電弧熱量的作用下,焊絲金屬及工件被連接部位發生熔化,形成熔池,電弧前移后熔池尾部結晶形成焊縫。
2022-12-22 11:10:153092 ?無錫金紅鷹總結:弧焊機器人的焊接方法主要有氣體保護電弧焊、鎢極氬弧焊和等離子電弧焊三種,氣體保護電弧焊是使用氬氣、二氧化碳等氣體作為焊接區域保護氣體的焊接方法;鎢極氬弧焊是用鎢棒作為電極加上氬氣進行保護的焊接方法;等離子電弧焊是利用等離子弧高能量密度束流作為焊接熱源的熔焊方法。
2023-03-22 10:01:463011 
焊條電弧焊的基本原理:焊條電弧焊通常用英文簡稱SMAW表示。�焊條電弧焊是用手工操縱焊條進行焊接的電弧焊方法。 �焊條電弧焊的過程如圖所示:�氣——渣聯合保護的熔化焊。
2023-06-02 16:53:260 本講內容
一、電弧焊工藝常識
二、焊條電弧焊
三、特種焊接工藝方法
四、金屬材料的焊接性
五、焊接結構設計
六、連接技術
2023-06-02 16:52:380 穩定電弧,并作用在材料表面,實現對材料加熱完成焊接的過程。激光電弧復合焊兼具激光焊和電弧焊雙重優勢,又彌補了各自的不足,尤其適用于中厚板材的焊接。根據新思界產業研
2023-05-16 10:07:44666 
焊接方法
由于現場多數為不銹鋼管道且大小不一,根據不銹鋼的焊接特點,盡可能減小熱輸入量,故采用手工電弧焊、氬弧焊兩種方法。
管徑大于159 mm 的采用氬弧焊打底,手工電弧焊蓋面。管徑小于159 mm 的全用氬弧焊。焊機采用手工電弧焊/氬弧焊兩用的WS7 一400 逆變式弧焊機。
2023-09-04 10:13:264543 
焊接。電焊機主要由電源、控制器和焊接頭組成,其中電源提供高電壓、大電流的電能,控制器負責控制電源的通斷和調節焊接參數,焊接頭則將電能轉化為熱能,實現金屬的熔化和焊接。?? 電焊機按工作原理可分為電弧焊機、氟弧
2023-09-06 09:12:39464 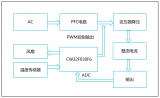
按焊絲分類可分為實芯焊絲焊接和藥芯焊絲焊接。用實芯焊絲的惰性氣體(Ar或He)保護電弧焊法稱為熔化極惰性氣體保護焊,簡稱MIG焊(Metal Inert Gas Arc Welding);用實芯焊絲的富氬混合氣體保護電弧焊,簡稱MAG焊(Metal Active Gas Arc Welding)。
2023-11-21 14:56:30490 
什么是電弧放電?如何對應電弧放電呢? 電弧放電是一種將電能轉化為光、熱以及聲音能量的物理現象。當兩個電極之間的電壓超過一定的閾值時,電極之間的電離氣體或介質會發生局部放電現象,形成電弧。這個過程
2023-11-23 10:33:14834 用于電弧焊和切割等工業應用中。下面是低壓電弧的一些主要特點: 穩定性:低壓電弧相對穩定,可以在較長的時間內保持持續工作狀態。這使得它非常適合需要連續工作的應用,如焊接。 溫度控制:低壓電弧通常溫度較低,可以通過控制電流來實現
2024-02-27 11:03:01233 焊接電弧的溫度是指在焊接過程中產生的電弧的溫度。這種電弧是通過電流通過兩個電極(焊絲和焊件)之間的間隙產生的放電現象。焊接電弧的溫度非常高,可以達到數千攝氏度甚至更高,在焊接過程中發揮著關鍵作用
2024-02-27 11:07:11272 根據焊接工藝的不同,電弧焊可以分為多種不同的類型。 電弧焊是一種將兩個或更多金屬材料連接在一起的常見焊接方法。通過使用電弧產生高溫,將金屬材料熔化并形成焊接接頭。根據焊接工藝的不同,電弧焊可以進一步
2024-02-27 11:09:09357 和高速鐵路等領域。而直流電弧不熔化焊主要用于手工焊接、維修焊接等一些不要求焊縫質量的場合。 交流電弧焊(AC):交流電
2024-02-27 11:16:46143 條、保護氣體等多個方面。 焊接電弧的產生是通過將電源的直流或交流電流通過電弧焊機、電焊劑和工件產生弧光。電源提供的電流通過焊接電焊劑(電極)后形成電弧,電弧的兩端溫度極高,可達數千至數萬攝氏度。此時,在電弧的作用
2024-02-27 11:24:57276
 電子發燒友App
電子發燒友App










 工商網監
工商網監
評論