焊接變形的控制方法有哪些
焊接是一種常見的金屬連接工藝,它在制造業中起著至關重要的作用。然而,與焊接過程相關的一個重要問題是焊接變形,這會對最終產品的質量和性能產生影響。為了確保焊接后的工件符合
2023-11-29 08:40:21
1、埋弧焊(自動焊):原理:電弧在焊劑層下燃燒。利用焊絲和焊件之間燃燒的電弧產生的熱量,熔化焊絲、焊劑和母材(焊件)而形成焊縫。屬渣保護。主要特點:焊接生產率高;焊縫質量好;焊接成本低;勞動條件好
2017-10-23 09:39:35
下面是作用在焊接部分上的失真(失真在焊料厚度方向上膨脹或收縮)。 注意:等高線圖是等高線之間的區域用顏色填充的等高線圖 高溫和低溫下焊接部分外部區域的變形分布 1)無凸起時,低溫裂紋產生
2021-03-15 12:02:01
過程中堆疊放板等都會使板件產生機械變形。尤其對于2.0mm以下的薄板影響更為嚴重。 除以上因素以外,影響PCB變形的因素還有很多。 3、改善對策 那要如何才可以防止板子過回焊爐發生板彎及板翹的情形呢
2018-09-21 16:29:06
PCB由銅箔、樹脂、玻璃布等多種材料組成,IC 不同材料的化學性能與物理性能也不同,壓合到一起后必然會產生熱應力殘留從而導致變形。PCB變形有哪些危害呢?中國IC交易網 在自動化表面貼裝線上
2019-01-24 11:17:57
,導致微觀應變和整體變形翹區。 存放:PCB板在半成品階段的存放一般都堅插在架子中,架子松緊調整的不合適,或者存放過程中堆疊放板等都會使板件產生機械變形。尤其對于2.0mm以下的薄板影響更為嚴重
2018-09-21 16:30:57
影響可焊性從而產生缺陷,這些缺陷包括錫珠、錫球、開路、光澤度不好等。 2、翹曲產生的焊接缺陷 電路板和元器件在焊接過程中產生翹曲,由于應力變形而產生虛焊、短路等缺陷。翹曲往往是由于電路板的上下
2019-05-08 01:06:52
過程中必然會出現熱應力,導致微觀應變和整體變形翹區。存放:PCB板在半成品階段的存放一般都堅插在架子中,架子松緊調整的不合適,或者存放過程中堆疊放板等都會使板件產生機械變形。尤其對于2.0mm以下的薄板
2017-12-13 12:46:16
的應力,在后繼鉆孔、外形、烘烤等流程中釋放,導致板件產生變形。 (3)阻焊、字符等烘烤流程由于阻焊油墨固化時不能互相堆疊,所以 PCB 板都會豎放在架子里烘板固化,阻焊溫度 150℃ 左右,板件容易在
2022-06-01 16:05:30
厚度不等的板材點焊難度相對一般等厚板材難度大,厚板一側的焊核難以建立,因為厚度大散熱快,如果焊接時間稍長有時會發生薄板側的擊穿現象,故而點焊機的好壞,這時往往容易分辨,下面斯特科技小編來具體說說
2023-02-16 17:06:54
如何解決PCB技術負片變形?
2019-08-20 16:32:31
杯突試驗機是對金屬薄板和帶材進行延展性試驗的專用設備,也是目前國內評定金屬材料塑性變形性能的惟一設備,主要用于檢驗各種金屬薄板在試驗過程中的塑性變形性能及有色金屬薄板的各項異性。近年來,隨著我國
2019-08-23 08:07:18
的應力,在后繼鉆孔、外形、烘烤等流程中釋放,導致板件產生變形。 (3)阻焊、字符等烘烤流程由于阻焊油墨固化時不能互相堆疊,所以 PCB 板都會豎放在架子里烘板固化,阻焊溫度 150℃ 左右,板件容易在
2022-06-01 16:07:45
會使電路板彎曲,導致多層陶瓷電容損毀(常見損壞情況) 三:無鉛焊接的高溫會對組件造成熱沖擊 ,塑料組件溶解或變形 四:高溫焊接會加速氧化,影響焊錫的擴散性及潤濕性 五:容易產生錫橋及虛焊,且不易修正 六
2013-08-03 10:02:27
大家好!我們公司有一款產品:用合成石承載手機耳麥和軟板PCB(單個的),印刷后加合成石蓋板(蓋板焊接處開槽鏤空)過回流焊。鋼網厚度0.15mm,結果不是錫不化就是耳麥變形。耳麥耐溫80℃;錫膏熔點為138℃,屬低溫錫膏。請教各位有何良策?
2014-03-31 14:02:26
▼兩個零件固定在機械設備的夾具里,其中一個零件加速旋轉 兩個零件接觸的位置摩擦顏色變亮 摩擦焊接利用焊接接觸端面之間的相對運動在摩擦面及其附近區域產生摩擦熱和塑形變形。 簡單理解就是工件間由于劇烈摩擦會產生大量熱量,同時在壓力的作用下,工件就被焊在了一起。
2016-09-14 11:17:36
`1.焊接應力與變形由于焊接過程是局部加熱,不可避免地產生內應力和變形。若加熱時產生較大拉伸應力,會導致焊接裂紋或開裂。焊后的殘余應力對結構的強度、剛度、穩定性以及尺寸精度都有較大的影響。2.焊接
2018-09-04 10:03:16
對于密間距元件裝配的回流焊接工藝控制的重點,在于控制基板在回流焊接過程中的翹曲變形,防止細小的焊點在此過程中的氧化,減少焊點中的空洞。基板在回流過程中的細微變形可能會在焊點中產生應力,導致焊點
2018-09-06 16:32:22
小型廉價的氬弧焊機在愛好者中擁有量極大,遺憾的是氬弧焊機焊接通常小號另件和薄板時,不易管控,還常破壞部件,有礙科學研究興致,并不咋中用。如至今,你終于有幸得知俺發明的這個巨簡單的電路了。這可是大多數
2017-04-27 10:51:43
激光焊接具有很多優點。激光焊接可以將熱量降到最低的需要量,熱影響區金相變化范圍小,而且因熱傳導所導致的變形也很低;不需使用電極,沒有電極污染或受損的顧慮;激光束易于聚焦、對準及受光學儀器所導引,可放
2016-03-14 13:05:54
焊縫跟蹤:激光焊縫跟蹤傳感器適配焊接機器人在多層多道焊接行業的應用焊縫跟蹤傳感器應用于多層多道焊接焊接缺陷:對于中厚鋼板焊接層數較多,坡口實際值與預計值相差較大,焊接過程中產生熱變形,焊接時焊道
2020-03-06 16:02:30
焊接技術的創新和發展。在我國的焊接領域,電子束焊接技術主要有七個主要的優點,首先是電子束焊接技術在焊接的過程中產生的焊接變形較小,其次是電子束焊接技術產生的熱量影響區域較小,第三是電子束焊接技術在焊接
2018-03-15 11:18:40
產生熱量,局部焊接區域的溫度場是個封閉環境。這樣,超聲波塑料焊接的溫度具有瞬時、升溫速度快、局部高溫的特點,對其進行測量非常困難,而且由于焊接區域熔化后會在一定壓力下產生擠壓變形,熔化材料的鋪展過程對于
2018-09-10 15:24:20
`銅鋁復合板制作工藝是:熱軋方式:這種方式主要軋制銅鋁復合厚板冷軋方式:這種方式主要軋制銅鋁復合薄板爆炸復合法:這種方式復合速度很快,瞬間完成,結合強度高,生產銅鋁復合厚板 。爆炸復合法生產的銅鋁
2018-06-08 13:52:53
可采用預熱等工藝措施。(3)鋁及鋁合金的線膨脹系數約為碳素鋼和低合金鋼的兩倍。鋁凝固時的體積收縮率較大,焊件的變形和應力較大,因此,需采取預防焊接變形的措施。鋁焊接熔池凝固時容易產生縮孔、縮松、熱裂紋
2009-05-05 09:01:49
T型結構焊接變形與火焰矯正綜合性實驗一、實驗原理焊接殘余變形是焊接后殘存在于結構中的變形。它包括縱向收縮變形、橫向收縮變形、彎曲變形、角變形
2009-05-15 00:34:20 17
17 T 型結構焊接彎曲與火焰矯正實驗一、實驗原理焊接殘余變形是焊接后殘存在于結構中的變形。它包括縱向收縮變形、橫向收縮變形、彎曲變形、角變形等,其中縱向、橫向
2009-05-15 00:35:0122 本文采用雙橢圓表面熱源模型,利用有限元分析軟件ANSYS 對薄板GTAW 焊接三維非線性瞬態溫度場進行了計算機模擬,得到了焊件的溫度場的分布規律。并與工藝試驗結果進行了比較,
2009-07-11 09:11:0928 簡要介紹18 m 長大型低入口城市客車車身骨架總成的結構特點及工藝要求。通過結構強度和焊接變形分析,從工藝角度對焊接變形進行控制。關鍵詞:城市客車; 低入口; 客車車身;
2009-07-25 15:43:3826 從提高產品質量入手, 簡要敘述薄板輥形技術的原理和在車身重要部位——蒙皮的加工應用狀況, 并將該工藝和產品設計相結合進行討論。關鍵詞: 薄板輥形技術 車身蒙皮 輥
2009-07-27 15:37:574 薄板不銹鋼容器在現代制造業中有著廣泛的應用。不同焊接方法其焊接成本差異較大。以往的焊接成本對比,均為九十年代的相關數據,同時它是在不同坡口尺寸條件下進行的。本
2009-12-26 16:15:247 根據大型隔熱門面板的結構特點及對薄板拼接焊時的技術要求,通過焊接試驗確定了不銹鋼薄板自動TIG焊合理的焊接工藝參數,并用了微機控制的焊接設備,焊接時通過琴鍵式夾具和帶
2009-12-29 14:02:1219 介紹大型浮頂油罐采用水浮法安裝時,控制浮頂單盤焊接波浪變形的一種工藝方法。大型油罐(50*103m以上)浮頂單盤的焊接一般采用自然收縮法的焊接工藝,由于母材是薄板,厚度一
2010-01-12 15:05:5814 電磁調速電機磁極裝配焊接后經常發生變形,主要原因上電零件薄厚不均勻與解成贈艦觸不均而娜,嚴重影響電機質量(即噪聲、振動達不到設計要求),這些問題長期困擾我們,
2010-01-26 14:59:1910 以新型船舶高強鋼為主要對象,在物理模擬試驗和有限元分析基礎上,通過人工神經網絡建立船舶分段鋼結構焊接變形數值模擬模型,仿真焊接工藝參數、板材厚度、焊接順序等因
2010-01-26 15:09:309 鑄造冷卻臺用于鋼錠脫模和冷卻,工作時不但承受靜載,還承受沖擊載荷。冷卻臺裝焊后,若存在較大的焊接變形,將使聯系焊縫變為工作焊縫。由于冷卻臺結構龐大,矯正焊接變形將
2010-01-26 15:22:159 工件在焊接后由于熱量的分布不均勻,以及焊縫的收縮。使工件產生變形,對工件的尺寸和外觀產生很大的影響,所以我們在焊接過程中就應該盡量減少變形,主要有以下幾種方法
2010-01-26 15:48:0118 根據多年經驗,結合國內同行相關資料,闡述鋼結構變形的主要種類,介紹焊接變形的火焰矯正施工方法。
2010-01-30 13:52:479 銳族手持激光焊接機不銹鋼碳鋼鋁合金連續自動焊接薄板自動送絲焊 銳族手持式激光焊接機,采光纖激光器,配置自主研發的焊接頭,打造激光設備業手持式激光焊接的設備,具有操作簡單
2023-07-03 10:50:57
自動埋弧焊以其焊接熔深大,生產效率高,機械化程度高 ,在鍋爐、壓力容器行業的中厚板焊接中一直被廣泛應用,并且效果非常好。但焊接Q235Bδ=4 mm的低碳鋼
2010-10-27 15:37:110 移軸鏡頭實拍技巧5 防止被攝體變形的商品攝影
2010-02-01 11:20:30 1264
1264 薄板焊接機器人系統產品具有緊湊、精確、靈活、快速的特點,適用于薄板的全位置快速焊接和點焊作業,可焊低鋼、低合金結構鋼、低合金高強鋼、不銹鋼、鋼、鐵、銅、鋁、鎳等。應用在汽車及零部件,金屬,鋼結構,石油化工,造船,機械制造等眾多行業等。
2017-10-18 16:41:5314 焊接技術的創新和發展。在我國的焊接領域,電子束焊接技術主要有七個主要的優點,首先是電子束焊接技術在焊接的過程中產生的焊接變形較小,其次是電子束焊接技術產生的熱量影響區域較小,第三是電子束焊接技術在焊接過程
2018-01-26 17:01:102 本文首先介紹了PCB板變形的危害,其次分析了產生PCB板變形的原因,最后闡述了如何改善PCB變形的措施,具體的跟隨小編一起來了解一下。
2018-05-24 18:01:0417626 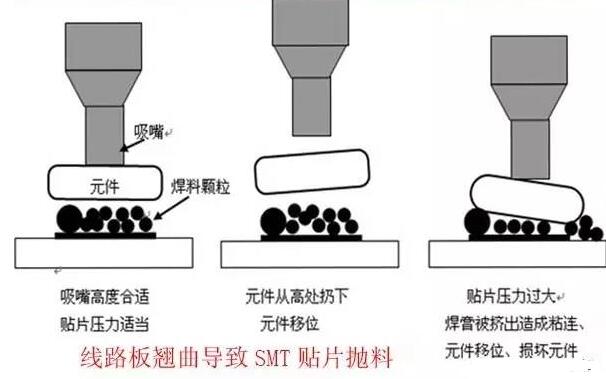
用于薄板不銹鋼的快速激光焊接,由于半導體優秀的光束均勻性,使其在焊接薄板不銹鋼時焊縫成形非好好,不用二次加工;且半導體激光器是目前電光效率最高的激光器,客戶的使用成本將進一步降低。
2018-07-06 09:01:005665 ,受到諸多因素的影響,不銹鋼板焊接存在變形問題、且控制難度較大、不利于相關領域可持續發展。因此,加強對不銹鋼板激光焊接變形的研究具有重要意義。
2018-07-09 10:48:001562 在不銹鋼薄板加工成型的生產中,不銹鋼板材直接折邊成型會在拐角形成弧角的效果,在某些情況下,人們不需要這種效果。如果在進行薄板的折彎加工之前,首先在薄板上折彎處先開出一道v型溝槽,然后再進行折彎,這樣就可以加工出來沒有弧邊的棱角效果,如圖1所示。
2019-04-02 14:53:121050 
焊接是大型安裝工程建設中的一項關鍵工作,其質量的好壞、效率的高低直接影響工程的安全運行和制造工期。由于技術工人的水準不同,焊接工藝良莠不齊,容易存在很多的缺陷。現整理缺陷的種類及成因,以減少或防止焊接缺陷的產生,提高工程完成的質量。
2019-05-10 11:15:0012672 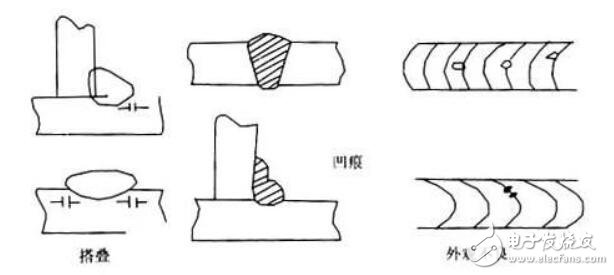
激光焊接機可以在手機零件上實行微焊接加工,高穩定性的激光輸出,能焊接手機等電子產品上的各種金屬零件,焊接牢固,不會產生變形。
2019-05-14 16:58:388176 基層的焊接推薦采用手工電弧焊、埋弧焊、及二氧化碳氣體保護焊。復層和過度層的焊接,采用鎢極氬弧焊和手工電弧焊,也可采用能確保焊接質量的其他焊接方法。
2019-08-05 11:49:2637121 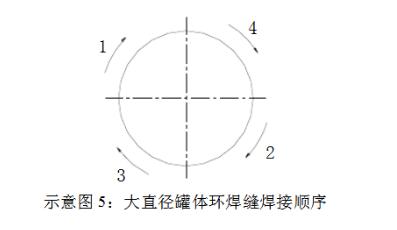
與焊接電流、焊接速度、鎢棒與工件位置高度及角度、工件拼縫間隙等因素有關。厚度為0.8,電流一般控制在75~110A,焊接速度一般為700~1000mm/min,鎢棒針尖與工件距離為2.7~3.0mm
2019-08-05 14:46:272668 在焊接過程中對焊件進行了局部的、不均勻的加熱是產生焊接應力及變形的原因。焊接時焊縫和焊縫附近受熱區的金屬發生膨脹,由于四周較冷的金屬阻止這種膨脹,在焊接區域內就發生壓縮應力和塑性收縮變形,產生了不同程度的橫向和縱向收縮。由于這兩個方向的收縮,造成了焊接結構的各種變形。
2019-11-15 15:03:4119085 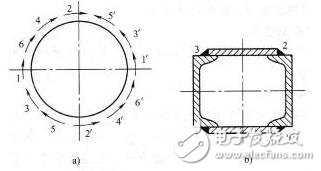
機械矯正法是利用機械力的作用來矯正變形。可采用輥床、液壓壓力機、矯直機和錘擊等方法。機械矯正的基本原理是將工件變形后尺寸縮短的部分加以延伸,并使之與尺寸較長的部分相適應,恢復到所要求的形狀,因此只有對塑性材料才適用。
2019-11-15 15:09:4421819 
局部變形僅發生在焊接結構的某一局部,如收縮變形、角變形、波浪變形。
2019-11-15 15:17:2321288 薄壁套筒類零件在加工中總是容易產生變形,出現橢圓或中間小,兩頭大的“腰形”現象,不易保證零件的加工質量。它的裝夾設計往往是被大家討論最多的一個點,下面我們分別來看看車削、銑削上的兩項薄壁件夾具設計實例,它們是怎么來解決變形問題的。
2019-12-01 11:14:086883 
焊接基層焊道不得觸及和熔化復材,先焊基材時,其焊道根部或表面,應距復合界面1-2mm。焊縫余高應符合有關標準的規定。視基材厚度、鋼種以及結構等因素,必要時可采用適當的預熱處理。
2019-12-27 09:40:5634523 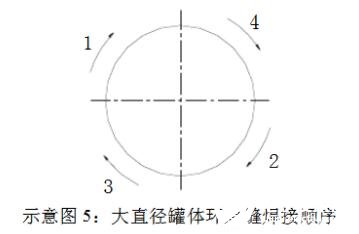
嚴格控制焊接接頭上的熱輸入量?選擇合適的焊接方法和工藝參數(主要有焊接電流、電弧電壓、焊接速度)。
2019-12-27 10:01:1010951 薄板焊接變形的質量控制在于鋼板切割、裝夾、點固焊、施焊、焊后處理;其中還要考慮所采用的焊接方法、有效的控制變形等措施。
2019-12-27 10:08:338013 面積較大,接縫較多,注意焊接順序,原則從中間焊縫向外焊接,讓變形向外擴展。不要產生過大的拘束應力。
2019-12-27 10:59:144489 焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、表面有接縫的鋼管。 焊接鋼管采用的坯料是鋼板或帶鋼。
2020-01-18 09:52:0018058 焊接過程中焊件受到的不均勻局部加熱和冷卻是導致焊接應力和變形產生的根本原因。
2020-02-04 15:15:5610734 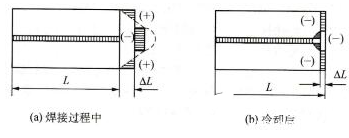
焊接殘余應力是指焊接件在焊接熱過程中因變形受到約束而產生的殘留在焊接結構中的內應力。
2020-02-04 15:51:157421 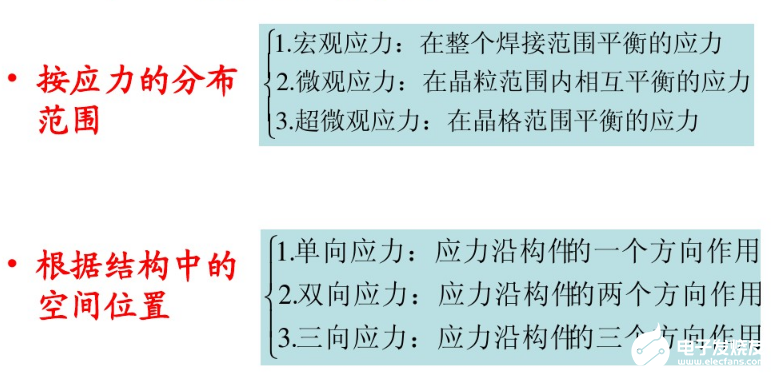
無鉛焊接溫度比有鉛焊接溫度高34℃。在SMT焊接過程中,焊接溫度遠遠高于PCB基板的Tg,無鉛焊接溫度比有鉛高,更容易PCB的熱變形,冷卻時損壞元器件。應適當選擇Tg較高的基PCB材料。
2020-02-05 09:00:006829 PCB板的變形,也稱翹曲度,對焊接與使用有很大的影響。特別是通信類產品,單板的安裝采用插箱安裝,插板之間有標準的間距,隨著面板的窄化,相鄰插板上元件間的間隙越來越小,如果PCB彎曲,會影響插拔
2020-02-29 11:32:363331 。 1、烘烤 對暴露空氣中時間長的PCB和元器件進行烘烤,防止有水分。 2、錫膏的管控 錫膏含有水分也容易產生氣孔、錫珠的情況。首先選用質量好的錫膏,錫膏的回溫、攪拌按操作進行嚴格執行,錫膏暴露空氣中的時間盡可能短,印刷完錫膏之后,需要及時進
2020-04-24 10:48:23390 為提高和保證電子線路的高質量焊接,防止電路焊接中假焊和虛焊的產生,所以正確操作使用電烙鐵和合理選用焊錫和助焊劑是關健。
2020-07-19 10:35:505497 影響焊接結構變形的因素是錯綜復雜的,主要的影響因素有:結構的剛性、焊縫的位置、裝配順序等。此外,下列因素也影響焊接變形。
2020-09-18 14:28:353905 在PCB打樣中,如何減少或消除由于材料特性不同或者加工引起的變形,成為PCB制造廠家面臨的最復雜問題之一。下面,就讓工程師與你分享:PCB板變形產生原因有哪些? 1、電路板本身的重量會造成板子凹陷
2020-11-17 14:21:072250 鈑金機箱設計和加工都是比較復雜的,它在制作的時候需要把一些金屬的薄板通過工具使它變形,設計成客戶需要的形狀和尺寸。而在這一過程中,需要通過焊接等方式把一些零件進行加工處理,達到設計目標要求,那么焊接工藝就顯得尤為重要。
2020-09-27 15:58:572251 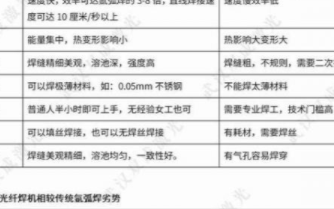
通常情況下,焊接機器人產生焊接變形的基本形式有:收縮變形、角變形、彎曲變形、波浪變形和扭曲變形等等。在焊接機器人從事焊接生產過程中,對焊件進行不均勻加熱和冷卻是產生焊接應力和變形的根本原因。
2020-10-12 14:14:292740 有很多客戶會有這樣的疑問,產品采用超聲波焊接后為什么會變形?其實焊接變形是固然存在的,原材料的材質、焊接工裝的結構不同,所造成的變形量也不同,產品之所以會變形,肯定是超聲波焊接機的壓力太大或者產品
2021-02-04 15:53:10970 ,冷卻越不均勻,產生的應力越大,模具的變調心滾子軸承形也越大。可以在保證模具硬度要求的前提下,盡量采用預冷;采用分級冷卻淬火能顯著減少金屬淬火時產生的熱應力和組織應力,是減少一些形狀較復雜工件變形的有效方法;對一些特別復雜或精度要求較高的工件,利用等溫淬火能顯著減少變形。
2021-09-29 10:10:23467 。 當設備啟動產生足夠大的電流時,在板的觸碰處形成很大的電阻熱,將焊接點周圍的金屬材料迅速加溫至塑性變形或熔融情況,產生一個鏡片形的液體溶池。鋼件的電阻器取決于與它的電阻,因而,電阻是被焊原材料的關鍵特性。電阻高的
2021-11-15 18:05:401484 的內螺紋發生熱變形。這就造成與內螺紋配合的螺絲桿無法順暢擰進去,使得安裝困難,生產效率不高。針對磁變送器焊接三通接頭中的熱變形問題,計為研發工程師經過反復試驗,最后徹底解決了這一問題。
2022-05-07 09:14:40778 
、冷卻作用,形成了不均勻的加熱、冷卻,焊件會產生不均勻的應力和應變。焊縫的縱向縮短對薄板邊緣的壓力超過一定值時,即會產生較嚴重的波浪式變形,影響工件的外形質量。下面介紹激光焊接機焊接薄片如何不變形。
2022-07-06 09:42:381501 焊接機器人在操作過程中出現變形,存在很多種原因,比較常見的原因包括沒有選擇合理的焊接結構、沒有采用合理的焊接工藝、沒有使用工裝夾具以及操作人員不當導致的,小編帶您解決焊接機器人的焊接變形。
2022-07-23 17:34:25915 焊縫熔化區與熱影響區組織演化;激光焊接接頭缺陷的形成、焊接殘余應力與變形產生等。下面介紹激光焊接機在焊接不同金屬材料的工藝。
2022-09-02 10:20:291439 由于激光焊接技術的焊接輸入低,焊接受熱區域的影響小且不易變形的特點,因此在傳熱板的生產過程中被廣泛使用。但是,通常來說激光焊接存在這三大焊接難點,下面介紹激光焊接機在焊接傳熱板容易出現的問題。 激光
2022-09-08 10:16:47275 
WAS系列機器人品類豐富,可應用于薄板、中厚板及各類特殊材料的焊接。新推出的EWAS系列機器人在薄板激光焊接應用領域性能卓越,可實現超高速、高精度焊接;QWAS系列新品焊接機器人,可滿足薄板、中厚板、及鋁合金等有色金屬焊接場景,豐富的焊接工藝軟件,大幅度提高焊接生產效率。
2022-09-20 14:50:541339 壓差式靜力水準儀 可對沉降變形、二維傾斜變形、收斂變形(距離變化)進行全自動實時監測。
2022-11-03 10:37:22647 過程中材料的不均勻受熱、板厚方向的熱梯度、材料的局部非協調塑性應變以及焊接殘余應力的作用是產生各種焊接變形的根本原因。預防焊接變形的方法有以下幾種。
2022-11-25 11:22:264141 傳統焊接機加工薄板不銹鋼有個很大的難題,薄板不銹鋼由于其導熱系數很小,約束度較小,所以在焊接過程中一旦局部受到加熱和冷卻的作用,就會形成不均勻的應力與應變,焊縫的縱向收縮對不銹鋼薄板的外緣產生一定
2023-02-27 16:24:55373 
焊接變形是影響焊接質量的重要因素。焊接焊縫區的變形,不僅會影響結構的尺寸精度和外觀,而且會降低其承載能力和機械性能,控制和調整焊接變形是十分重要的。 在焊接過程中,焊接金屬會熱脹冷縮,導致構件
2023-04-18 16:41:35329 
最近有朋友向我們咨詢,問金屬薄板、軟質非金屬材料拉伸測試怎么做?由于這些材料剛性差,如采用接觸引伸計夾持會使試樣產生變形,且易產生打滑夾持不牢的問題。我們建議使用視頻引伸計。本文科準測控小編將探討
2023-05-26 09:41:03767 
鎂合金常見的焊接工藝有熔化焊和固相焊兩大類。熔化焊主要有鎢極氬弧焊、熔化極氬弧焊、電子束焊、激光焊等方法,固相焊主要是攪拌摩擦焊。其中,攪拌摩擦焊憑借焊前準備工作少、無需保護氣體和焊材、可實現全位置焊接、焊件力學性能好、焊后應力變形小等優點已成為優先考慮的焊接方法。
2023-05-29 11:19:49573 
鎳合金主要用于電子、化工、機械、醫療、能源開發和航海、航空及航天等部門行業。鎳合金的激光焊接。激光可以很好地與鎳合金耦合,從而更容易進行激光焊接,獲得高質量的焊縫。下面介紹激光焊接機在焊接鎳合金
2023-06-07 16:13:21426 
焊接是目前工業制造中必要的工藝技術,焊接金屬時需要注意很多方面的問題,本文主要針對金屬薄板焊接中的一些工藝問題進行展開討論。例如:焊縫的牢固程度、焊縫的平整度、焊縫直線度的控制、焊縫高度和寬度的控制
2023-01-11 17:56:35623 
傳統焊接機加工薄板不銹鋼有個很大的難題,薄板不銹鋼由于其導熱系數很小,約束度較小,所以在焊接過程中一旦局部受到加熱和冷卻的作用,就會形成不均勻的應力與應變,焊縫的縱向收縮對不銹鋼薄板的外緣產生一定
2023-05-16 10:08:11260 預防和減少焊接變形的方法必須考慮焊接工藝設計以及在焊接時克服冷熱循環的變化。收縮無法消除,但可以控制。減少收縮變形的途徑有以下幾方面。
2023-06-25 16:49:41916 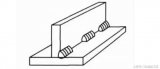
激光焊接是利用極高的能量密度的激光光束熔合材料,激光焊接機具有焊接速度快、強度高、焊縫窄、熱影響區小,并且工件變形量小,后續處理工作量少,靈活性高等優點。激光焊接不僅能焊接常見的碳鋼和不銹鋼,還能
2023-07-20 15:27:02287 焊接機的優勢: 1.不僅可以焊接薄板,還可以焊接厚板,焊接質量非常穩定,焊縫美觀,無需后續處理。 2.振鏡激光焊接機焊接速度快、焊斑小(焦點處光斑直徑僅為0.3mm),焊接熱量少,熱變形小。 3.產品的導光系統通過振鏡的快速移動
2023-07-31 15:22:37520 
使用正確的保護氣體。二氧化碳非常適合焊接鋼材,但是用來焊接薄板則可能溫度過高,應使用75%氬氣和25%二氧化碳的混合氣體焊接較薄的材料。焊接鋁則只能使用氬氣。焊接鋼時,你也可使用3種氣體組合成的混合氣體(氦氣+氬氣+二氧化碳)。
2023-09-19 12:16:54678 對于密間距元件裝配的回流焊接工藝控制的重點,在于控制基板在回流焊接過程中的翹曲變形,防止細小的焊點在此過程中的氧化,減少焊點中的空洞。基板在回流過程中的細微變形可能會在焊點中產生應力,導致焊點的開裂或有微裂紋的存在。
2023-09-28 15:01:53229 焊接是一種常見的金屬連接工藝,它在制造業中起著至關重要的作用。然而,與焊接過程相關的一個重要問題是焊接變形,這會對最終產品的質量和性能產生影響。為了確保焊接后的工件符合標準,需要采取控制焊接變形
2023-10-12 16:31:04491 焊接是一種常見的金屬連接工藝,它在制造業中起著至關重要的作用。然而,與焊接過程相關的一個重要問題是焊接變形,這會對最終產品的質量和性能產生影響。為了確保焊接后的工件符合標準,需要采取控制焊接變形的方法。本文將介紹一些常見的焊接變形控制方法。
2023-10-12 17:34:24599 焊接是一種常見的金屬連接工藝,它在制造業中起著至關重要的作用。然而,與焊接過程相關的一個重要問題是焊接變形,這會對最終產品的質量和性能產生影響。在同一臺設備,不同的操作人員及不同的操作方法,焊接出來
2023-10-16 08:08:21806 當焊接PCB上的大銅排時,由于熱量不均勻或其他因素,可能導致銅排和周圍材料的熱膨脹系數不一致,從而造成焊接區域局部熱脹冷縮。這種不均勻的熱膨脹和冷縮過程可能導致板材局部形成機械應力,最終引起 PCB 的翹曲或變形。
2024-01-05 10:03:00383 的基本原理是利用高能激光束照射在材料表面,使材料迅速加熱至熔化狀態,然后通過冷卻結晶完成焊接。激光焊接具有深度大、速度快、變形小等特點,特別適合于薄板材料的焊接。 激光焊接技術在焊接0.7mm紫銅的工藝: 1.激光焊接機在焊接0.7
2024-01-29 13:16:34132 
 電子發燒友App
電子發燒友App









 工商網監
工商網監
評論