不銹鋼薄板,就會領(lǐng)略出這活兒到底有多帶勁了。電路實(shí)為互補(bǔ)式自激震蕩,有兩個(gè)電位器分別調(diào)整輸出控制脈沖的脈沖寬度與脈沖周期。當(dāng)輸出端接通氬弧焊的控制開關(guān),即可以用指定的焊接強(qiáng)度與指定的自動重復(fù)周期對工件進(jìn)行精準(zhǔn)焊接。波形顯示控制表現(xiàn)得規(guī)整、精準(zhǔn)、穩(wěn)定。不輸給專業(yè)的大好幾千塊的在賣控制器
2017-04-27 10:51:43
使用英飛凌先進(jìn)的8位單片機(jī)和功率器件,實(shí)現(xiàn)了氬弧焊機(jī)的數(shù)字化控制,具有控制方式先進(jìn),效率高,使用簡單方便,設(shè)計(jì)新穎等諸多優(yōu)點(diǎn)。并且可根據(jù)客戶具體需要提供整體、電控板等多種商業(yè)模式。項(xiàng)目合作模式:1、免費(fèi)
2018-12-03 14:20:00
氬弧焊機(jī)不打火
2017-07-28 17:54:59
氬弧焊的高壓引弧電壓是直流還是高頻交流?
2022-02-25 23:52:10
焊絲是作為填充金屬或同時(shí)作為導(dǎo)電用的金屬絲焊接材料。在氣焊和鎢極氣體保護(hù)電弧焊時(shí),焊絲用作填充金屬;在埋弧焊、電渣焊和其他熔化極氣體保護(hù)電弧焊時(shí),焊絲既是填充金屬,同時(shí)也是導(dǎo)電電極。焊絲的表面不涂
2017-05-24 09:16:06
FIB如何恢復(fù)加密熔絲?修改加密線路的方法是什么?
2021-10-22 06:09:57
`采用T2銅箔,經(jīng)分絲成各種寬度,通過高分子擴(kuò)散焊或氬弧焊工藝進(jìn)行熔壓焊接,整體或表面可鍍銀鍍錫處理。銅箔材質(zhì):T2無氧銅鍍層:表面鍍錫或鍍銀處理接觸面:接觸面長度可按安裝要求設(shè)計(jì)。鉆孔:標(biāo)準(zhǔn)設(shè)計(jì)無
2018-05-31 11:41:13
我用arduino控制氬弧焊,現(xiàn)在arduino受氬弧焊干擾嚴(yán)重,焊10次 就可能有一次死機(jī),我在氬弧焊進(jìn)線端加裝了濾波器和隔離變壓器,現(xiàn)在還是無法解決干擾問題,懷疑是不是氬弧焊的起弧控制線問題,我
2020-08-11 19:09:32
想找一份不銹鋼冷焊機(jī)的電路圖.這和氬弧焊機(jī)電路圖有什么區(qū)別.
2016-12-16 14:54:30
焊接速度,國外研究開發(fā)了多種方法。其中由單電極單焊炬發(fā)展采用多電極多焊炬的焊接方法在生產(chǎn)中應(yīng)用。70年代德國首先采用多焊炬沿焊縫方向直線排列,形成長形熱流分布,明顯提高焊速。一般采用三電極焊炬的氬弧焊
2009-05-24 14:31:01
請問不銹鋼冷焊機(jī)和氬弧焊機(jī)的區(qū)別?電路圖有什么不同?
2016-12-16 14:51:42
`變壓器安裝銅帶軟連接 大電流銅箔軟連接雅杰銅軟連接 材質(zhì):T2銅箔及銅排 工藝:氬弧焊接 銅箔軟連接采用T2銅箔,經(jīng)分絲成各種寬度,通過高分子擴(kuò)散焊或氬弧焊工藝進(jìn)行熔壓焊接,整體或表面可鍍銀鍍錫
2020-08-06 10:42:20
`銅箔軟連接采用T2銅箔,經(jīng)分絲成各種寬度,通過高分子擴(kuò)散焊或氬弧焊工藝進(jìn)行熔壓焊接,整體或表面可鍍銀鍍錫處理。用途:廣泛用于發(fā)電機(jī)、變壓器、開關(guān)、母線槽、工業(yè)電爐、整流設(shè)備、電解冶煉設(shè)備、焊接設(shè)備
2018-08-02 18:27:20
較小功率脈沖YAG激光做較小零件填絲焊接的工藝參數(shù)對焊接熱影響區(qū)及焊縫成形的影響。 激光填料焊接原理 激光填料焊接是指在焊縫中預(yù)先填入特定焊接材料后,用激光照射熔化或在激光照射的同時(shí)填入焊接材料以
2018-11-22 15:59:34
`材質(zhì)T2銅箔及銅排 工藝焊接 銅箔軟連接采用T2銅箔,經(jīng)分絲成各種寬度,通過高分子擴(kuò)散焊或氬弧焊工藝進(jìn)行熔壓焊接,整體或表面可鍍銀鍍錫處理。 銅箔材質(zhì)T2無氧銅 鍍層表面鍍錫或鍍銀處理 接觸面
2020-08-06 14:52:02
`東莞市雅杰電子材料有限公司銅箔材質(zhì):T2無氧銅特性:導(dǎo)電性強(qiáng),承受電流大,電阻值小,經(jīng)久耐用銅箔軟連接采用T2銅箔,經(jīng)分絲成各種寬度,通過高分子擴(kuò)散焊或氬弧焊工藝進(jìn)行熔壓焊接,整體或表面可鍍銀鍍錫
2018-10-30 08:46:44
有沒有氬弧焊機(jī)圖集可以下載
2011-10-19 22:41:51
想做一個(gè)類似于氬弧焊的電路,高壓引弧,電弧1-2mm就可以了,然后是大電流輸出,15a以內(nèi),通過調(diào)節(jié)占空比調(diào)節(jié)輸出電流大小。給一個(gè)觸發(fā)信號,先是高壓引弧電路放電,然后低壓部分放出一個(gè)大電流脈沖
2014-11-27 19:04:35
熱熔化母材和填充焊絲(也可不加填充焊絲),形成焊縫的焊接方法。焊接過程中電極不熔化。主要特點(diǎn):適應(yīng)能力強(qiáng)(電弧穩(wěn)定,不會產(chǎn)生飛濺);焊接生產(chǎn)率低(鎢極承載電流能力較差(防鎢極熔化和蒸發(fā),防焊縫夾鎢
2017-10-23 09:39:35
跟大家說一下:大家應(yīng)該都知道因?yàn)楦层~板上的銅箔表面會氧化,焊錫在高溫下也會氧化,如果不用助焊劑去除氧化層,就會出現(xiàn)虛焊現(xiàn)象,不能保證得到可靠的歐姆連接。錫焊絲用松香(樹脂)焊劑為主要助焊劑,早些時(shí)候
2021-11-20 15:31:01
`銅箔軟連接采用T2銅箔,經(jīng)分絲成各種寬度,通過高分子擴(kuò)散焊或氬弧焊工藝進(jìn)行熔壓焊接,整體或表面可鍍銀鍍錫處理。特性:產(chǎn)品質(zhì)量好,導(dǎo)電性強(qiáng),承受電流大,電阻值小,經(jīng)久耐用等特點(diǎn)。用途:廣泛應(yīng)用于冶金
2018-08-04 17:07:35
` 耐磨堆焊藥芯焊絲焊接采用CO2作為保護(hù)氣體,其焊接效率高,焊接質(zhì)量好,工程成本低,在工件制造與維修過程中得到了廣泛應(yīng)用,但是,我們也不能忽略耐磨藥芯焊絲在焊接中產(chǎn)生的各種缺陷,如冷裂紋、熱裂紋
2018-09-26 17:16:52
自動氬弧焊防干擾一些措施電源方面主要問題應(yīng)該在電源方面,適當(dāng)考慮屏蔽措施。1、合理接地:就是電源地線的安排,單獨(dú)走線,一點(diǎn)接地。2、單獨(dú)供電:對易受干擾的部分,采取單獨(dú)供電。3、加強(qiáng)隔離:各個(gè)電源
2021-09-01 06:51:57
自恢復(fù)保險(xiǎn)絲。自恢復(fù)保險(xiǎn)絲是過流保護(hù)產(chǎn)品,那么他的質(zhì)量是怎么用的?有什么測試的方法?自恢復(fù)保險(xiǎn)絲測試的方法有:1:拿樣品測試,看他的阻值是否在規(guī)格書范圍內(nèi);2:調(diào)跟樣品的電流一樣測試,如果保持在
2017-04-19 14:33:02
請問自動氬弧焊防干擾的措施有哪些?
2021-11-01 06:21:29
`銅箔軟連接采用T2銅箔,經(jīng)分絲成各種寬度,通過高分子擴(kuò)散焊或氬弧焊工藝進(jìn)行熔壓焊接,整體或表面可鍍銀鍍錫處理。銅箔材質(zhì):T2無氧銅鍍層:表面鍍錫或鍍銀處理接觸面:接觸面長度可按安裝要求設(shè)計(jì)。鉆孔
2018-08-13 15:08:55
是用一條或者多條銅編帶焊接而成,編織帶可是裸銅或者鍍鎳。具體的焊接產(chǎn)品可根據(jù)實(shí)際需要來進(jìn)行焊接。銅箔軟連接采用T2銅箔,經(jīng)分絲成各種寬度,通過高分子擴(kuò)散焊或氬弧焊工藝進(jìn)行熔壓焊接,整體或表面可鍍銀鍍錫
2018-10-30 10:08:14
`銅箔軟連接采用T2銅箔,經(jīng)分絲成各種寬度,通過高分子擴(kuò)散焊或氬弧焊工藝進(jìn)行熔壓焊接,整體或表面可鍍銀鍍錫處理。銅箔材質(zhì):T2無氧銅鍍層:表面鍍錫或鍍銀處理接觸面:接觸面長度可按安裝要求設(shè)計(jì)。鉆孔
2018-08-25 14:14:33
和力學(xué)性能等。常采用化學(xué)清洗和機(jī)械清理兩種方法。1)化學(xué)清洗 化學(xué)清洗效率高,質(zhì)量穩(wěn)定,適用于清理焊絲及尺寸不大、成批生產(chǎn)的工件。可用浸洗法和擦洗法兩種。可用丙酮、汽油、煤油等有機(jī)溶劑表面去油,用40
2009-05-05 09:01:49
`銅箔軟連接采用T2銅箔,經(jīng)分絲成各種寬度,通過高分子擴(kuò)散焊或氬弧焊工藝進(jìn)行熔壓焊接,整體或表面可鍍銀鍍錫處理。銅箔材質(zhì):T2無氧銅鍍層:表面鍍錫或鍍銀處理接觸面:接觸面長度可按安裝要求設(shè)計(jì)。鉆孔
2018-08-13 15:11:28
WSM160、200、315、400、500系列逆變式直流脈沖氬弧焊機(jī)
焊機(jī)簡介……………………………………………………………………4
裝箱附件……………………………………
2008-05-26 22:41:38 679
679 焊條、焊絲、焊劑消耗估算表
2009-02-13 14:14:3643 【執(zhí)行標(biāo)準(zhǔn)】灼熱絲試驗(yàn)儀是 IEC60695-2-10 :2000 ~ IEC60695-2-13 :2000《灼熱絲 / 熱線,基本試驗(yàn)方法,灼熱絲試驗(yàn)裝置和通用試驗(yàn)程序》和 UL 746A
2022-11-21 11:10:05
焊絲層繞機(jī)是焊絲生產(chǎn)的關(guān)鍵設(shè)備之一,其控制的好壞直接影響到焊絲的質(zhì)量。目前的層繞機(jī)多采用零度角排線,可靠性低。采用角度控制的排線
2009-09-08 08:34:4919 為了滿足市場需要,研制了+,%-#’" 直流脈沖氬弧焊機(jī),并對該焊機(jī)的電路組成及工作原理進(jìn)行了介紹,對./0 脈寬調(diào)制技術(shù)做了較詳細(xì)的分析。實(shí)踐表明,該焊機(jī)滿足設(shè)計(jì)要求,具有
2009-12-05 15:49:56169 鎢極氬弧焊的工藝參數(shù)主要有焊接電流種類及極性、焊接電流、鎢極直徑及端部形狀、保護(hù)氣體流量等,對于自動鎢極氬弧焊還包括焊接速度和送絲速度。
2009-12-21 15:58:0721 根據(jù)連鑄輥高溫段的工礦條件,對比進(jìn)口焊絲,研制了連鑄輥堆焊用藥芯焊絲414N,并對研制的藥芯焊絲進(jìn)行了性能測試,通過對比,可以看出,研制的414N藥芯焊絲完全可以替代進(jìn)口
2009-12-26 14:48:5211 熔化極氣體保護(hù)電弧焊都是利用短路引弧法進(jìn)行引弧,鎢極氬弧焊大都采用非接觸引弧法,但也有采用短路引弧法。下面以熔化極氣體保護(hù)焊為例說明短路引弧法的原理。
2010-01-26 14:47:4226 焊絲層繞機(jī)是焊絲生產(chǎn)的關(guān)鍵設(shè)備之一,其控制的好壞直接影響到焊絲的質(zhì)量。目前的層繞機(jī)多采用零度角排線,可靠性低。采用角度控制的排線系統(tǒng)實(shí)現(xiàn)了自動層繞與平穩(wěn)換向。角
2010-07-14 15:29:4417 討論了一種用于氬弧焊機(jī)的電源系統(tǒng)。該系統(tǒng)解決了現(xiàn)有焊接電源存在的引弧困難、電流控制精度低等問題;電源隨工控機(jī)控制的給定焊接電流參數(shù)而變化,提高了設(shè)備的自動化程
2009-05-06 20:46:00 2702
2702 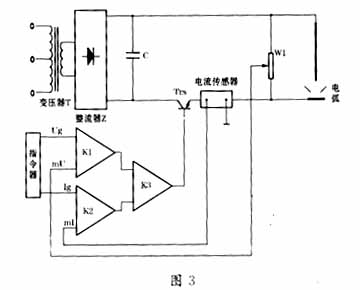
氬弧焊工藝參數(shù)及對焊縫成形的影響
一、 實(shí)驗(yàn)?zāi)康?. 詳細(xì)了解TIG焊設(shè)備的組成及其操作過程;2. 了解鋁合金焊接時(shí)電弧的陰極霧化作用;3. 了解工藝參數(shù)對焊
2009-05-14 23:52:298666 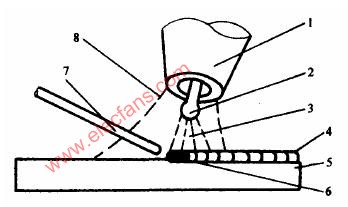
基于PLC的焊絲自動排線技術(shù)的研究
焊絲層繞機(jī)是焊絲生產(chǎn)的關(guān)鍵設(shè)備之一,其控制的好壞直接影響到焊絲的質(zhì)量。目前的層繞機(jī)多采
2009-06-13 16:15:182463 WSM-160逆變氬弧焊機(jī)原理圖紙 詳細(xì)介紹了焊機(jī)各部分的工作原理
2011-02-11 14:56:201477 詳細(xì)介紹了逆變式直流脈沖鎢極氬弧焊機(jī)圖紙 介紹了焊機(jī)的使用注意事項(xiàng) 安裝說明及各部分的原理,故障處理及應(yīng)用操作方法
2011-02-11 14:58:301027 鎢極氬弧焊是采用鎢棒作為電極,利用氬氣作為保護(hù)氣體進(jìn)行焊接的一種氣體保護(hù)焊方法,如下圖所示。通過鎢極與工件之間產(chǎn)生電弧,利用從焊槍噴嘴中噴出的氬氣流在電弧區(qū)形成嚴(yán)
2011-06-18 17:42:490 WSE交直流氬弧焊機(jī)使用說明書.pdf
2022-01-04 14:59:19105 氬弧焊基礎(chǔ)知識--------氬弧焊機(jī)工作原理
2015-11-30 15:58:5830 氬弧焊機(jī)原理圖
2017-03-25 10:08:5944 鎢極氬弧焊原理、工藝、產(chǎn)品介紹
2017-11-02 17:19:471 氬弧焊機(jī)是使用氬弧焊的機(jī)器,采用高壓擊穿的起弧方式。氬弧焊即鎢極惰性氣體保護(hù)弧焊,指用工業(yè)鎢或活性鎢作不熔化電極,惰性氣體(氬氣)作保護(hù)的焊接方法,簡稱TIG。一般用于6~lOmm的薄板焊接及厚板單面焊雙面成形的封底焊。
2018-03-31 10:38:0055608 
氬氣保護(hù)可隔絕空氣中氧氣、氮?dú)狻錃獾葘﹄娀『腿鄢禺a(chǎn)生的不良影響,減少合金元素的燒損,以得到致密、無飛濺、質(zhì)量高的焊接接頭。
2019-07-03 16:29:4515909 氬弧焊,是使用氬氣作為保護(hù)氣體的一種焊接技術(shù)。又稱氬氣體保護(hù)焊。就是在電弧焊的周圍通上氬氣保護(hù)氣體,將空氣隔離在焊區(qū)之外,防止焊區(qū)的氧化。
2019-07-03 16:35:4072704 鎢極氬弧焊的焊接電流通常是根據(jù)工件的材質(zhì)、厚度和接頭的空間位置來選擇的,焊接電流增加時(shí),熔深增大,焊縫的寬度和余高稍有增加,但增加很少,焊接電流過大或過小都會使焊縫成形不良或產(chǎn)生焊接缺陷。?
2019-07-03 16:44:2126583 焊接熔池溫度比鎢極氬弧焊機(jī)低三分之二。冷焊機(jī)的焊接時(shí)間得到精確控制,大電流焊接焊后的母材溫度也只有幾十度,用手是可以觸摸的。
2019-07-04 15:21:5637605 非熔化極氬弧焊是電弧在非熔化極(通常是鎢極)和工件之間燃燒,在焊接電弧周圍流過一種不和金屬起化學(xué)反應(yīng)的惰性氣體(常用氬氣),形成一個(gè)保護(hù)氣罩,使鎢極端頭,電弧和熔池及已處于高溫的金屬不與空氣接觸,能防止氧化和吸收有害氣體。從而形成致密的焊接接頭,其力學(xué)性能非常好。
2019-07-08 14:18:2919297 氬弧焊機(jī)在工廠、野外施工和民用方面應(yīng)用十分廣泛,也是我們經(jīng)常接觸到的三大類型焊機(jī)之一。
2019-07-08 14:22:1470663 高頻引弧是非接觸引弧方法一種,可以減少引弧使用的鎢極的磨損,有利于氬弧焊的持續(xù)進(jìn)行。即:采用高壓擊穿的引弧方式,先在電極針(鎢針)與工件間加以高頻高壓。引弧時(shí),使鎢極末端與被焊表面之間保持一定的小間隙,然后,接通高頻振蕩器脈沖引弧電路,使間隙擊穿放電而引燃電弧。
2019-07-08 14:29:5633984 基層的焊接推薦采用手工電弧焊、埋弧焊、及二氧化碳?xì)怏w保護(hù)焊。復(fù)層和過度層的焊接,采用鎢極氬弧焊和手工電弧焊,也可采用能確保焊接質(zhì)量的其他焊接方法。
2019-08-05 11:49:2637121 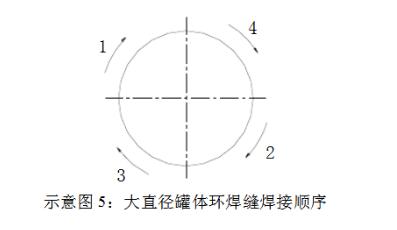
TIG焊接(鎢極氬弧焊)是以純Ar作為保護(hù)氣體,以鎢極作為電極的一種焊接方法。TIG焊絲以一定長度(通常lm)的直條狀供貨所。
2019-11-05 10:37:2124831 鎢極
氬弧焊時(shí)常被稱為TIG焊,是一種在非消耗性電極和工作物之間產(chǎn)生熱量的電弧焊接方式;電極棒、溶池、電弧和工作物臨近受熱區(qū)域都是由氣體狀態(tài)的保護(hù)隔絕大氣混入,此保護(hù)是由氣體或混合氣體流供應(yīng),必須是能提供全保護(hù),因?yàn)樯踔梁芪⒘康目諝饣烊胍矔廴竞傅馈?/div>
2019-11-15 11:33:2813602 直流氬弧焊焊接過程電流始終不變,脈沖氬弧焊焊接過程中焊接電流有基值和峰值兩個(gè)電流交替變化。
2019-11-15 11:42:5815456 焊絲是作為填充金屬或同時(shí)作為導(dǎo)電用的金屬絲焊接材料。在氣焊和鎢極氣體保護(hù)電弧焊時(shí),焊絲用作填充金屬;在埋弧焊、電渣焊和其他熔化極氣體保護(hù)電弧焊時(shí),焊絲既是填充金屬,同時(shí)也是導(dǎo)電電極。焊絲的表面不涂防氧化作用的焊劑。
2019-11-15 14:31:4022714 熔化極氬弧焊的基本操作與CO2氣體保護(hù)焊基本相似,操作時(shí)可參照CO2氣體保護(hù)焊的操作進(jìn)行。
2019-11-16 11:50:5723882 氬弧焊接裝置由直流焊接電源、高頻振蕩器、焊槍、對焊電源、工夾具等5部分組成。
2020-03-15 16:52:003489 氬弧焊,是使用氬氣作為保護(hù)氣體的一種焊接技術(shù)。又稱氬氣體保護(hù)焊。就是在電弧焊的周圍通上氬氣保護(hù)氣體,將空氣隔離在焊區(qū)之外,防止焊區(qū)的氧化。
2020-08-26 13:46:1451493 本文主要闡述了氬弧焊焊接手法與技巧。
2020-08-26 13:57:2025811 電焊、氬弧焊都是電弧焊的一種,都能達(dá)到將工件固定聯(lián)結(jié)的功效。兩者的區(qū)別主要表現(xiàn)在以下幾方面。
2020-08-26 14:01:4022982 本文主要闡述了氬弧焊的危害及防護(hù)措施。
2020-08-26 14:14:198936 本文主要闡述了氬弧焊的工作原理,另外還介紹了氬弧焊的優(yōu)點(diǎn)和缺點(diǎn)。
2020-08-26 14:21:4317089 本文首先闡述了氬弧焊的焊絲材質(zhì),其次介紹了氬弧焊焊絲類型,最后分析了了氬弧焊點(diǎn)焊技巧。
2020-08-26 14:27:0715362 本文主要闡述了電弧焊的種類及電弧焊和氬弧焊的區(qū)別。
2020-08-27 10:45:2027115 引弧控制器內(nèi)部短路。原因:雜質(zhì)、粉塵、金屬顆粒附著引起。焊接環(huán)境污染嚴(yán)重的場地,應(yīng)每月用壓縮空氣清潔2次為好。
2021-03-01 15:45:2115638 氬弧焊機(jī)的使用應(yīng)執(zhí)行JGJ33—2001第12.1節(jié)、第12.3節(jié)、和12.4節(jié)的規(guī)定。
2021-03-03 14:56:3433845 焊接和噴漆是裝修過程中的常用方式,焊接有兩種方式,一種就是氬弧焊,還有一種是二保焊,兩者之間有沒有什么區(qū)別?
2021-03-03 15:11:0537169 電焊、氬弧焊是一種弧焊,可以實(shí)現(xiàn)工件固定連接的效果。兩者之間的主要區(qū)別是焊接過程中不同形式的保護(hù)。
2021-03-03 15:22:2233217 氬弧焊,是使用氬氣作為保護(hù)性氣體的一種焊接技術(shù)。氬弧焊對人體的危害主要表現(xiàn)為以下幾個(gè)方面。
2021-03-03 15:25:0811152 氬弧焊技術(shù)是在普通電弧焊的原理的基礎(chǔ)上,利用氬氣對金屬焊材的保護(hù),通過高電流使焊材在被焊基材上融化成液態(tài)形成溶池,使被焊金屬和焊材達(dá)到冶金結(jié)合的一種焊接技術(shù),由于在高溫熔融焊接中不斷送上氬氣,使焊材不能和空氣中的氧氣接觸,從而防止了焊材的氧化,因此可以焊接銅、鋁、合金鋼等有色金屬。
2021-03-03 16:59:2311894 大家都知道在SMT加工行業(yè)里,我們不僅需要錫膏在焊接的時(shí)候也需要焊絲。在我們購買錫絲后入庫前,首先當(dāng)然就是鑒定錫絲的質(zhì)量如何?錫絲質(zhì)量的好壞直接影響焊接的質(zhì)量!接下來就由長科順為大家分享一下鑒定焊絲
2021-03-06 10:42:444779 氬弧焊引弧電路板介紹說明。
2021-04-06 09:13:078 銳龍焊機(jī)維修手冊(氬弧焊系列)
2022-01-12 10:13:1715 氬弧焊是一個(gè)逆變電源技術(shù),高壓小電流轉(zhuǎn)低壓大電流恒功率轉(zhuǎn)換。
2022-04-27 15:59:370 藥芯焊絲電弧焊是利用藥芯焊絲與工件之間的電弧進(jìn)行加熱的一種焊接方法,英文名稱的簡寫為FCAW。在電弧熱量的作用下,焊絲金屬及工件被連接部位發(fā)生熔化,形成熔池,電弧前移后熔池尾部結(jié)晶形成焊縫。
2022-12-22 11:10:153092 弧焊機(jī)器人系統(tǒng)是由機(jī)器人本體、自動送絲裝置、焊接電源、焊槍、變位機(jī)和工裝夾具等組成的;主要有氣體保護(hù)電弧焊、鎢極氬弧焊和等離子電弧焊三種焊接方法。
2023-03-16 09:50:011962 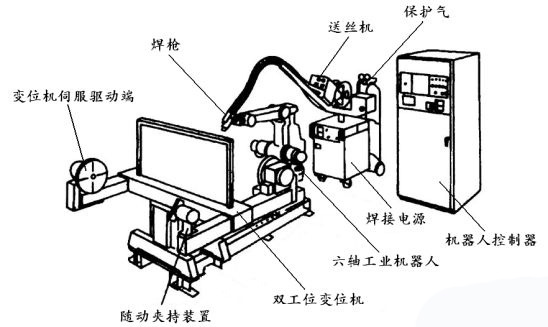
氬弧焊機(jī)器人的技術(shù)參數(shù)有哪些?主要包括焊接速度、手腕額定負(fù)載、軸數(shù)、臂展以及本體重量和重復(fù)定位精度。
2023-03-21 09:51:231275 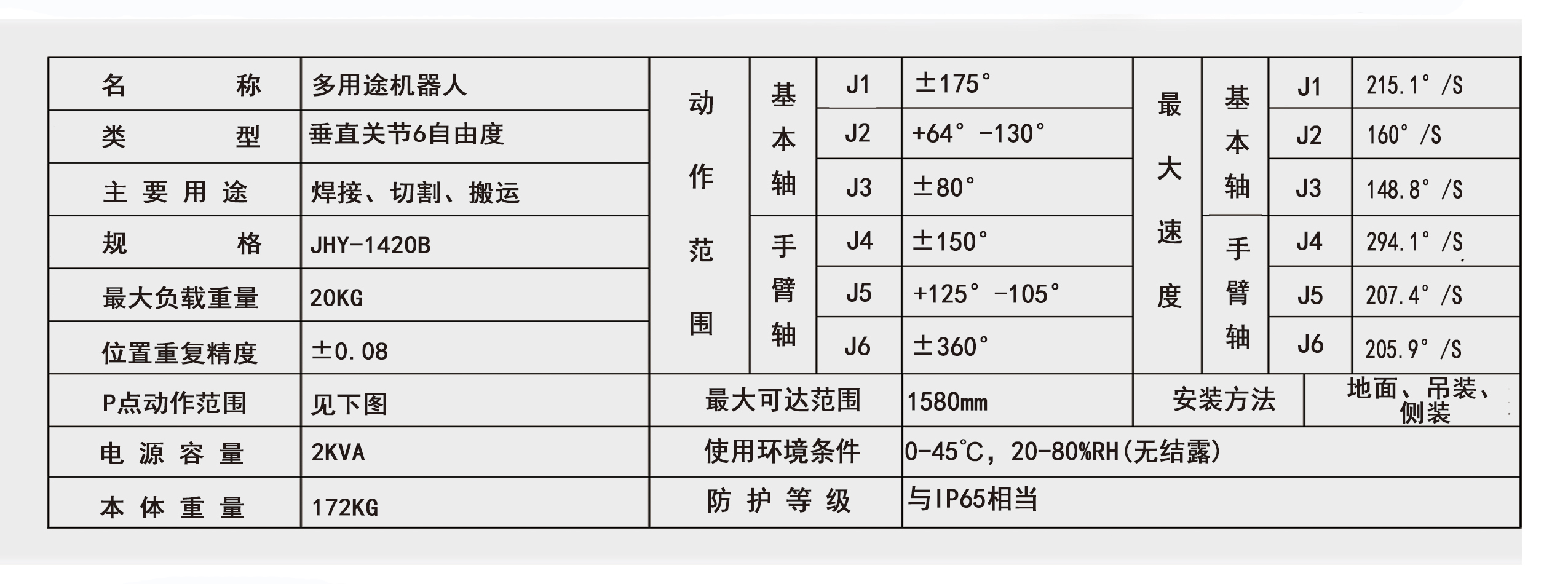
焊接機(jī)器人熔化極氬弧焊的焊接參數(shù)主要有焊接電流、電弧電壓、焊接速度、焊絲伸出長度、焊絲傾角、焊絲直徑、保護(hù)氣體的種類及其流量等。
2023-03-21 11:15:151952 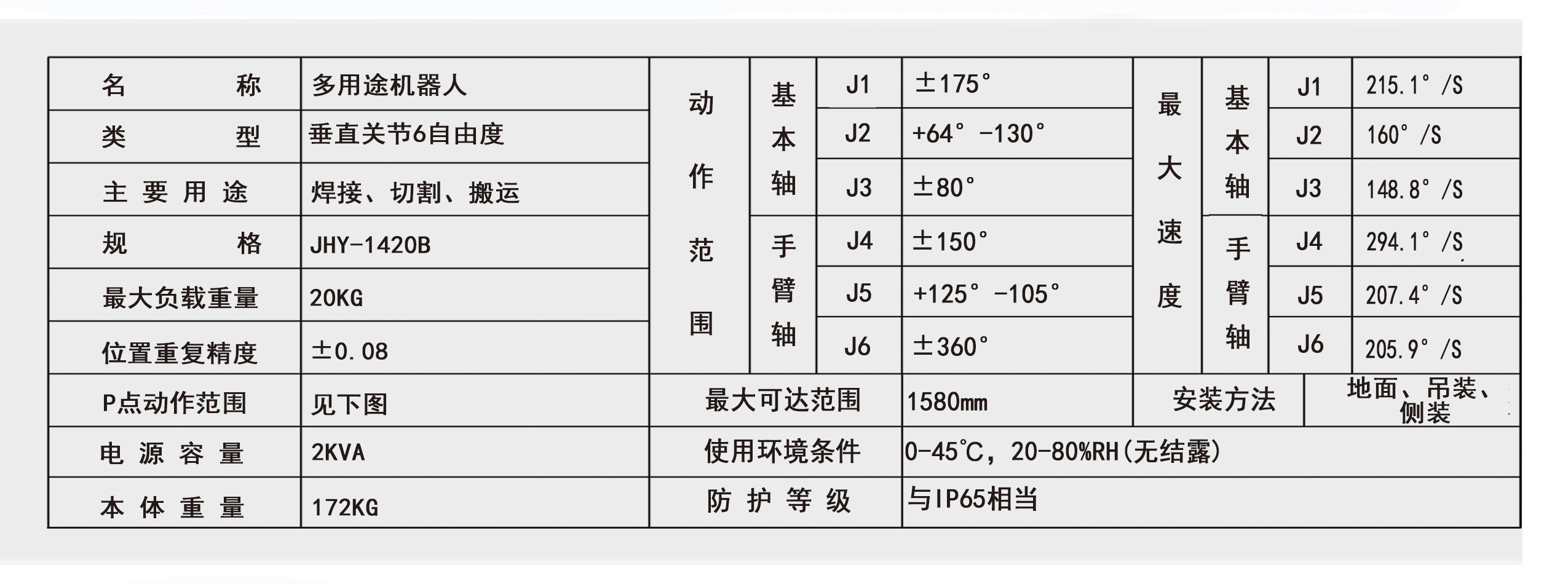
?無錫金紅鷹總結(jié):弧焊機(jī)器人的焊接方法主要有氣體保護(hù)電弧焊、鎢極氬弧焊和等離子電弧焊三種,氣體保護(hù)電弧焊是使用氬氣、二氧化碳等氣體作為焊接區(qū)域保護(hù)氣體的焊接方法;鎢極氬弧焊是用鎢棒作為電極加上氬氣進(jìn)行保護(hù)的焊接方法;等離子電弧焊是利用等離子弧高能量密度束流作為焊接熱源的熔焊方法。
2023-03-22 10:01:463011 
氬弧焊是一種常用的焊接方法,廣泛應(yīng)用于金屬制造和修復(fù)領(lǐng)域。它的特點(diǎn)是焊接過程中采用惰性氣體(通常是氬氣)進(jìn)行保護(hù),以防止焊縫受到氧氣和其他雜質(zhì)的污染。氬弧焊具有焊縫質(zhì)量高、焊接速度快和焊接變形
2023-05-23 14:36:33330 鎂合金常見的焊接工藝有熔化焊和固相焊兩大類。熔化焊主要有鎢極氬弧焊、熔化極氬弧焊、電子束焊、激光焊等方法,固相焊主要是攪拌摩擦焊。其中,攪拌摩擦焊憑借焊前準(zhǔn)備工作少、無需保護(hù)氣體和焊材、可實(shí)現(xiàn)全位置焊接、焊件力學(xué)性能好、焊后應(yīng)力變形小等優(yōu)點(diǎn)已成為優(yōu)先考慮的焊接方法。
2023-05-29 11:19:49573 
氬弧焊是一種常見的電弧焊接技術(shù),廣泛應(yīng)用于航空航天、汽車制造、石油化工、造船等領(lǐng)域。氬弧焊通過在焊接區(qū)域周圍注入保護(hù)性氬氣,形成穩(wěn)定的保護(hù)層,以防止焊縫被氧化。這種焊接技術(shù)可以實(shí)現(xiàn)高強(qiáng)度的焊接
2023-06-16 11:40:17284 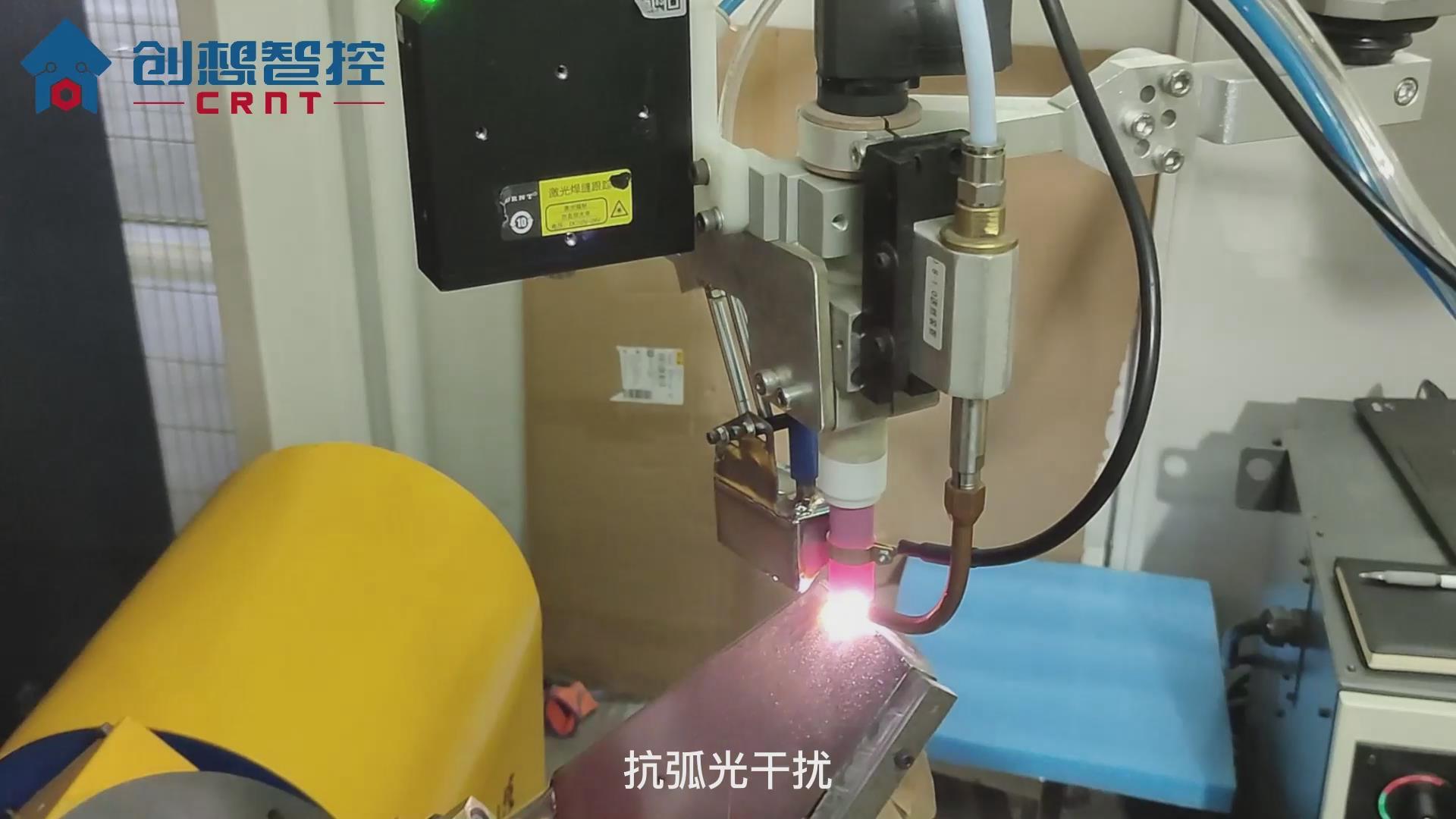
自動氬弧焊防干擾一些措施電源方面主要問題應(yīng)該在電源方面,適當(dāng)考慮屏蔽措施。1、合理接地:就是電源地線的安排,單獨(dú)走線,一點(diǎn)接地。2、單獨(dú)供電:對易受干擾的部分,采取單獨(dú)供電。3、加強(qiáng)隔離:各個(gè)電源
2022-06-06 11:13:12779 
越來越多的用戶使用氬弧焊機(jī)器人代替?zhèn)鹘y(tǒng)焊接,氬弧焊機(jī)器人采用六軸流線設(shè)計(jì),能夠減少在焊接過程中的阻力,具備智能焊接系統(tǒng),能夠根據(jù)不同工件實(shí)現(xiàn)靈活應(yīng)變,示教器采用人機(jī)互動設(shè)計(jì),方便上手操作,用戶在使用氬弧焊機(jī)器人工作之前,需要根據(jù)自身的產(chǎn)品了解其技術(shù)參數(shù)。
2023-08-07 11:50:27388 無錫金紅鷹氬弧焊接機(jī)器人采用良好的機(jī)械結(jié)構(gòu)和控制系統(tǒng),能夠?qū)崿F(xiàn)高精度的焊接操作。它可以準(zhǔn)確控制焊接電弧的位置、速度和功率,以實(shí)現(xiàn)焊縫的準(zhǔn)確焊接。
2023-09-04 09:32:47274 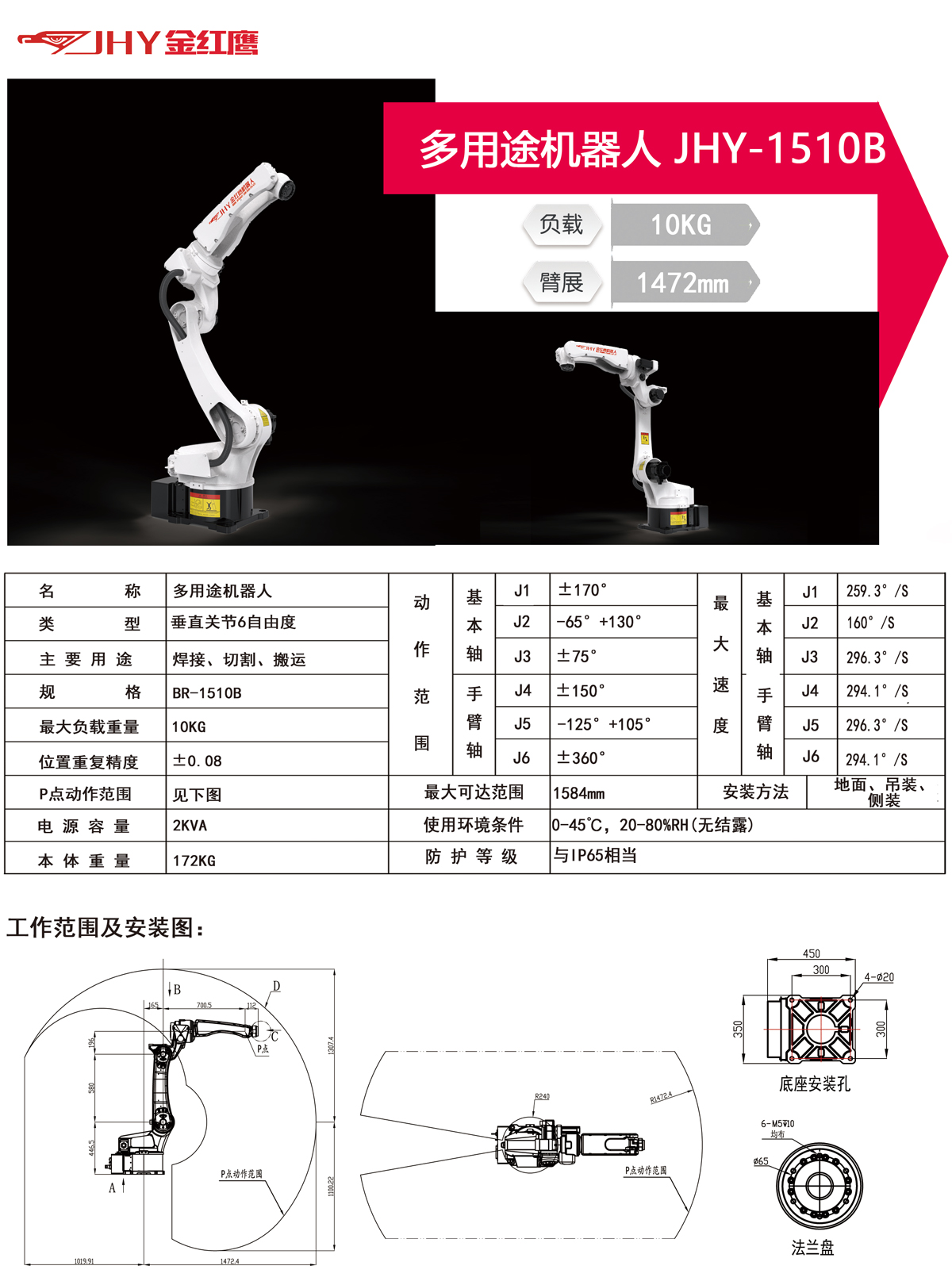
焊接方法
由于現(xiàn)場多數(shù)為不銹鋼管道且大小不一,根據(jù)不銹鋼的焊接特點(diǎn),盡可能減小熱輸入量,故采用手工電弧焊、氬弧焊兩種方法。
管徑大于159 mm 的采用氬弧焊打底,手工電弧焊蓋面。管徑小于159 mm 的全用氬弧焊。焊機(jī)采用手工電弧焊/氬弧焊兩用的WS7 一400 逆變式弧焊機(jī)。
2023-09-04 10:13:264543 
經(jīng)驗(yàn),結(jié)合近來在氬弧焊機(jī)中所遇到的干擾問題,探討一下如何處理干擾。一.氬弧焊機(jī)產(chǎn)生的干擾源氬弧焊機(jī)采用高頻引弧。引弧時(shí),讓鎢極末端與焊接表面之間保持一定的小間隙,
2023-09-19 10:12:261681 已全部加載完成
 電子發(fā)燒友App
電子發(fā)燒友App









 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論