 電子發燒友App
電子發燒友App


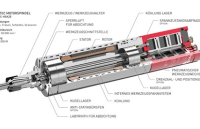
機床主軸軸承的選用主軸作為機床的關鍵部件,其性能會直接影響到機床的旋轉精度、轉速、剛性、溫升及噪聲等參數,進而影響工件的加工質量。為了保持優秀的機床加工能力,必須配用高性能的進口軸承。
機床主軸軸承的選用結構
主軸軸承的合理選用用于機床主軸上的軸承精度應為isop5或以上(p5或者p4是iso的精度等級,通常從低到高為p0、p6、p5、p4、p2),而對于數控機床、加工中心等高速、高精密機床的主軸支承,則需選用isop4或以上的精度級別。主軸軸承包括角接觸球軸承、圓錐滾子軸承、以及圓柱滾子軸承等類型。1,精密角接觸球軸承在上述的幾種軸承中,以精密角接觸球軸承的使用最為廣泛。角接觸球軸承的滾動體是球,因為它是一種點接觸(區別于滾子軸承的線接觸),所以能提供更高的轉速、更小的發熱量和更高的旋轉精度。在一些超高速的主軸應用場合,還會采用陶瓷球的混合型軸承。與傳統的鋼球相比,陶瓷球材料自身的特點賦予了陶瓷球軸承具有高剛度、高轉速、耐高溫、壽命長的特點,從而滿足客戶對機床軸承產品的需求。(航五瑞提醒您注意,目前大陸地區陶瓷球混合軸承現貨較少,在您選擇此類進口軸承時,需注意貨期)。就角接觸球軸承的接觸角而言,目前比較流行的15和25度的接觸角;通常15度的接觸角具有比較高的轉速性能,而25度的接觸角具有較高的軸向承載能力。由于預載的選擇對于精密角接觸球軸承應用的影響非常大,如在高承載、高剛性的場合,一般會選用中型或重型的軸承預載;而針對一些高轉速、高精度的應用場合,在進口軸承的早期選型中,需要注意選擇合適的預載。預載一般分成輕型、中型、重型三種,一般輕預載比較常見。為了方便客戶的使用,一般會有萬能配對精密角接觸球軸承形式。該類進口軸承免去了客戶的預載調節,從而節省了安裝時間。2,精密圓錐滾子軸承在一些重載且對速度有一定要求的機床應用場合中,如鍛件的荒磨、石油管道的車絲機、重型車床和銑床等,選則精密圓錐滾子軸承是一種比較理想的方案。由于圓錐滾子軸承的滾子是線接觸的設計,因此它能為主軸提供很高的剛性和承載;另外,圓錐滾子軸承是一種純滾動的軸承設計,它能很好地降低軸承運轉扭矩和發熱,從而確保主軸的轉速和精度。由于圓錐滾子軸承能夠在安裝過程中調節軸向預載(游隙),這能讓客戶在軸承的整個使用周期中更好地優化進口軸承游隙調節。此外,在一些內圈擋邊線速度大于30m/s的高速應用中,某些特殊設計的圓錐滾子軸承也能滿足要求。對于圓錐滾子軸承的精度選擇而言,isop5級的進口軸承主要應用在傳統的車床和銑床中,如果是加工中心,磨床等應用,通常會選擇isop4級或以上的高精密軸承。在主軸設計中,比較常見的圓錐滾子軸承布局有兩種。第一種是前端和后端采用一個圓錐滾子軸承,并采用面對面的安裝方式,這類設計結構緊湊,剛度高且便于安裝和調節。第二種是采用兩個圓錐滾子軸承面對面安裝作為主軸的前端,而后端使用一個雙外圈、兩個單內圈的軸承作為浮動端使用;由于具有浮動能力,這類設計能很好地承受主軸的軸向熱膨脹,且剛度很高,保證了機床的精度。3,精密圓柱滾子軸承在機床主軸的應用中,雙列精密圓柱滾子軸承也會被使用到,通常與精密角接觸球軸承或推力軸承組合應用。此類進口軸承能承受較大的徑向載荷并允許有較高的轉速。進口軸承中的兩列滾子以交叉方式排列,旋轉時波動頻率比單列軸承大幅提高,振幅降低60%-70%。此類進口軸承通常有兩種形式:nn30、nn30k兩個系列軸承內圈帶擋邊,外圈可分離;nnu49、nnu49k兩個系列軸承外圈帶擋邊,內圈可分離。
機床主軸軸承拆卸方法
當機床主軸受損需要更換時,應當先拆下原有主軸,再將新主軸組裝好后,打完動平衡,再重新安裝到機床上,才可以使用機床。這里應當注意,新主軸的零部件可以使用原主軸上尚好的零部件,比如完好的軸承等,但是組裝完后,應該做動平衡試驗,然后才可以用,如果動平衡不好的話,那么噪聲相當大,而且軸承等零部件易損壞。
首先是拆卸損壞主軸。先拿去頂部氣缸,再擰下疊簧壓塊,注意疊簧壓塊里面有緊固用的頂絲,應先松掉頂絲再松螺紋,在拿下九對疊形簧片和擋圈,要想拆下主軸芯部,就得先拿下帶輪而帶輪又用背緊螺母壓著,先擰下背緊螺母上的壓緊螺釘,而后拆下背緊螺母,這樣皮帶輪就可以卸下來了。最后要拿下主軸芯部——包括柱體及內、外套的整個部件,這事至少需要兩個人,一個人拆掉軸承端蓋螺釘,一個人注意保護,用手托住主軸柱體底部,當軸承端蓋被卸下來后,主軸芯就可以掉下來,這時兩個人同時在下面扶著主軸芯部,如果芯部拿不下來,可以用鋼棒輕輕的在上面往下敲,最后拿下主軸芯部。
機床主軸軸承安裝方法
然后就是主軸的安裝了。在安裝主軸前,要做到以下幾點:
1、將拉桿和推桿相互擰緊——它倆靠螺紋連接。
2、用汽油清洗殼體內壁和主軸外套,以免安裝時有雜質進入,影響配合質量,這時主軸外套尺寸為φ110mm±0.0065mm,它和殼體的內壁為過渡配合。
3、九對疊簧由于機床長期使用而布滿油性灰塵,應用汽油或煤油清洗干凈,然后加上黃油——鋰基脂或鈣基脂,這樣可以延長疊簧的使用壽命。
4、給三副軸承加上潤滑油,由于要耐高溫,所以最好為鋰基脂或鈉基脂,同時要檢查向心推力軸承方向,為背靠背式安裝。
做好基本準備工作,主軸做好動平衡后,就可以安裝主軸了。先將拉桿、推桿、柱體、軸承、內套、外套按圖裝配好(內套和外套之間有間隙,以變軸承轉動),兩個人托著從殼體的下方往上裝,另一個人上緊軸承端蓋,主軸軸芯就不會掉下來了,然后再依次安裝帶輪、背緊螺母、擋圈、九對疊形彈片,疊簧壓塊,最后裝好壓縮氣缸,整個主軸就算裝好了。在這里應該注意的一點事,如果軸承端蓋高度和軸承深入高度不一致,可以通過軸承端蓋來調整高度。同時要將下面的軸承端蓋和上面的軸承壓緊塊都壓緊。
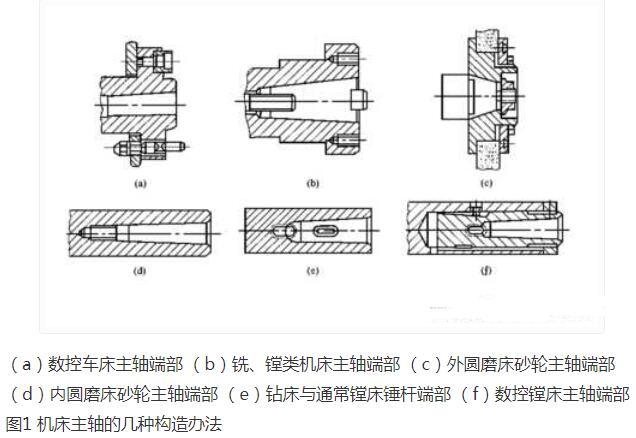
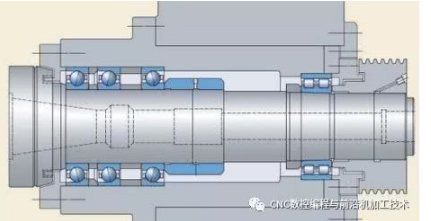
數控機床主軸軸承的配置的三種形式圖解
目前主軸軸承的配置形式主要有三種,如圖1所示。

圖1 數控機床主軸軸承配置形式
1、前支承采用雙列圓柱滾子軸承和雙列60o角接觸球軸承組合,后支承采用成對角接觸球軸承(圖1a)。此種配置形式使主軸的綜合剛度大幅度提高,可以滿足強力切削的要求,因此普遍應用于各類數控機床的主軸中。
2、采用高精度雙列角接觸球軸承(圖1b)。角接觸球軸承具有良好的高速性能,主軸最高轉速可達4000r/min,但它的承載能力小,因而適用于高速、輕載和精密的數控機床主軸。在加工中心的主軸中,為了提高承載能力,有時應用3個或4個角接觸球軸承組合的前支承,并用隔套實現預緊。
3、采用雙列和單列圓錐軸承(圖1c)。這種軸承徑向和軸向剛度高,能承受重載荷,尤其能承受較強的動載荷,安裝與調整性能好。但這種軸承配置限制了主軸的最高轉速和精度,因此適用于中等精度、低速與重載的數控機床主軸。
隨著材料工業的發展,在數控機床主軸中有使用陶瓷滾珠軸承的趨勢。這種軸承的特點是:滾珠重量輕,離心力小,動摩擦力矩小;因溫升引起的熱膨脹小,使主軸的預緊力穩定;彈性變形量小,剛度高,壽命長。缺點是成本較高。
在主軸的結構上,要處理好卡盤或刀具的裝夾、主軸的卸荷、主軸軸承的定位和間隙的調整、主軸組件的潤滑和密封以及工藝上的一系列問題。為了盡可能減少主軸組件溫升引起的熱變形對機床工作精度的影響,通常利用潤滑油的循環系統把主軸組件的熱量帶走,使主軸組件和箱體保持恒定的溫度。在某些數控銑鏜床上采用專用的制冷裝置,比較理想地實現了溫度控制。近年來,某些數控機床的主軸軸承采用高級油脂潤滑,每加一次油脂可以使用7~10年,簡化了結構,降低了成本且維護保養簡單。但需防止潤滑油和油脂混合,通常采用迷宮式密封方式。
對于數控車床主軸,因為在它的兩端安裝著動力卡盤和夾緊液壓缸,主軸剛度必須進一步提高,并應設計合理的聯結端,以改善動力卡盤與主軸端部的聯接剛度。
安裝機床主軸軸承注意事項
單個軸承的安裝調試:
裝配時盡可能使主軸定位內孔與主軸軸徑的偏心量和軸承內圈與滾道的偏心量接近,并使其方向相反,這樣可使裝配后的偏心量減小。
兩個軸承的安裝調試:
兩支撐的主軸軸承安裝時,應使前、后兩支撐軸承的偏心量方向相同,并適當選擇偏心距的大小。前軸承的精度應比后軸承的精度高一個等級,以使裝配后主軸部件的前端定位表面的偏心量最小。在維修機床拆卸主軸軸承時,因原生產廠家已調整好軸承的偏心位置,所以要在拆卸前做好圓周方向位置記號,保證重新裝配后軸承與主軸的原相對位置不變,減少對主軸部件的影響。 過盈配合的軸承裝配時需采用熱裝或冷裝工藝方法進行安裝,不要蠻力敲砸,以免在安裝過程中損壞軸承,影響機床性能。


















 工商網監
工商網監
評論