") 壓鑄工藝流程圖
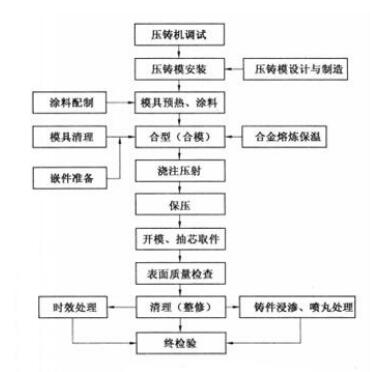
壓鑄工藝流程圖
壓鑄工藝流程圖
壓鑄工藝是把壓鑄合金、壓鑄模、壓鑄機(jī)這三個(gè)壓鑄生產(chǎn)要素有機(jī)組合和運(yùn)用的過程。壓禱時(shí),影響金屬液充填成型的因素很多,其中主要有壓射力、壓射速度。充填時(shí)間和壓鑄模溫度等。
1、圧カ和速度的選擇
圧射比圧的選擇,應(yīng)根據(jù)不同合金和鋳件結(jié)構(gòu)特性硝定。対充填速度的選擇,一般対于厚壁或內(nèi)部貭量要求較高的鋳件,應(yīng)選擇較低的充填速度和高的増圧圧力,對(duì)于薄壁或表面質(zhì)量要求高的鋳件以及夏朶的鋳件,應(yīng)選擇較高的比歷和高的充填速度。
2、澆注溫度
澆注溫度是指從圧定迸入型腔時(shí)液態(tài)金屬的平均溫度,由于対圧室內(nèi)的液態(tài)金屬溫度測(cè)量不方便,一般用保溫爐內(nèi)的溫度表示。澆注溫度辻高,收縮大,使鋳件容易六生裂紋、晶粒粒大、逐能造成粘型;澆注源度辻低,易產(chǎn)生冷隔、表面花紋和澆不足等缺陷。因此澆注溫度座與圧カ、圧鋳型溫度及充填速度同吋考慮。
3、圧鋳型的溫度
鋳圧型在使用前要預(yù)熱到一定溫度,一般多用煤氣、噴燈、電器或感應(yīng)加熱。在連續(xù)生產(chǎn)中,圧鋳型溫度往往升高,尤其是圧鋳高熔點(diǎn)合金,升高很快。溫度過高除使液態(tài)金屬產(chǎn)生粘型外,鋳件冷卻媛慢,使晶粒粗大。因此在圧鋳型溫度辻高肘,虛采期冷卻措施。通常用圧縮空氣、水或化學(xué)介貭迸行冷卻。
4、充填、持壓和開型時(shí)間
1)充填時(shí)間。自液態(tài)金屬開始進(jìn)入型腔起到充滿型腔止,所需的時(shí)間稱為充填時(shí)間。充填時(shí)間長(zhǎng)短取決于鑄件的體積的大小和復(fù)雜程度。對(duì)大而簡(jiǎn)單的鑄件,充填時(shí)間要相對(duì)長(zhǎng)些,對(duì)復(fù)雜和薄壁鑄件充填時(shí)間要短些。充填時(shí)間與內(nèi)澆口的截面積大小或內(nèi)澆口的寬度和厚度有密切關(guān)系,必須正確確定。
2)持壓和開型時(shí)間。從液態(tài)金屬充填型腔到內(nèi)澆口完全凝固時(shí),繼續(xù)在壓射沖頭作用下的持續(xù)時(shí)間,稱為持壓時(shí)間。持壓時(shí)間的長(zhǎng)短取決于鑄件的材質(zhì)和壁厚。持壓后應(yīng)開型取出鑄件。從壓射終了到壓鑄打開的時(shí)間,稱為開型時(shí)間,開型時(shí)間應(yīng)控制準(zhǔn)確。開型時(shí)間過短,由于合金強(qiáng)度尚低,可能在鑄件頂出和自壓鑄型落下時(shí)引起變形;但開型時(shí)間太長(zhǎng),則鑄件溫度過低,收縮大,對(duì)抽芯和頂出鑄件的阻力亦大。一般開型時(shí)間按鑄件壁厚1毫米需3秒鐘計(jì)算,然后經(jīng)試任調(diào)整。
-
壓鑄機(jī)
+關(guān)注
關(guān)注
0文章
18瀏覽量
6852
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
軸承結(jié)構(gòu)生產(chǎn)工藝流程柴油機(jī)軸承的結(jié)構(gòu)與安裝
MOSFET晶體管的工藝制造流程

SMT工藝流程詳解
VSCode中Markdown借助plantuml繪制流程圖

微型絲桿工藝流程!

簡(jiǎn)述連接器的工藝流程
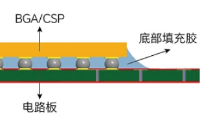
芯片底部填充工藝流程有哪些?
BiCMOS工藝流程介紹
軟包電池生產(chǎn)的工藝流程

一文解析DARM工藝流程
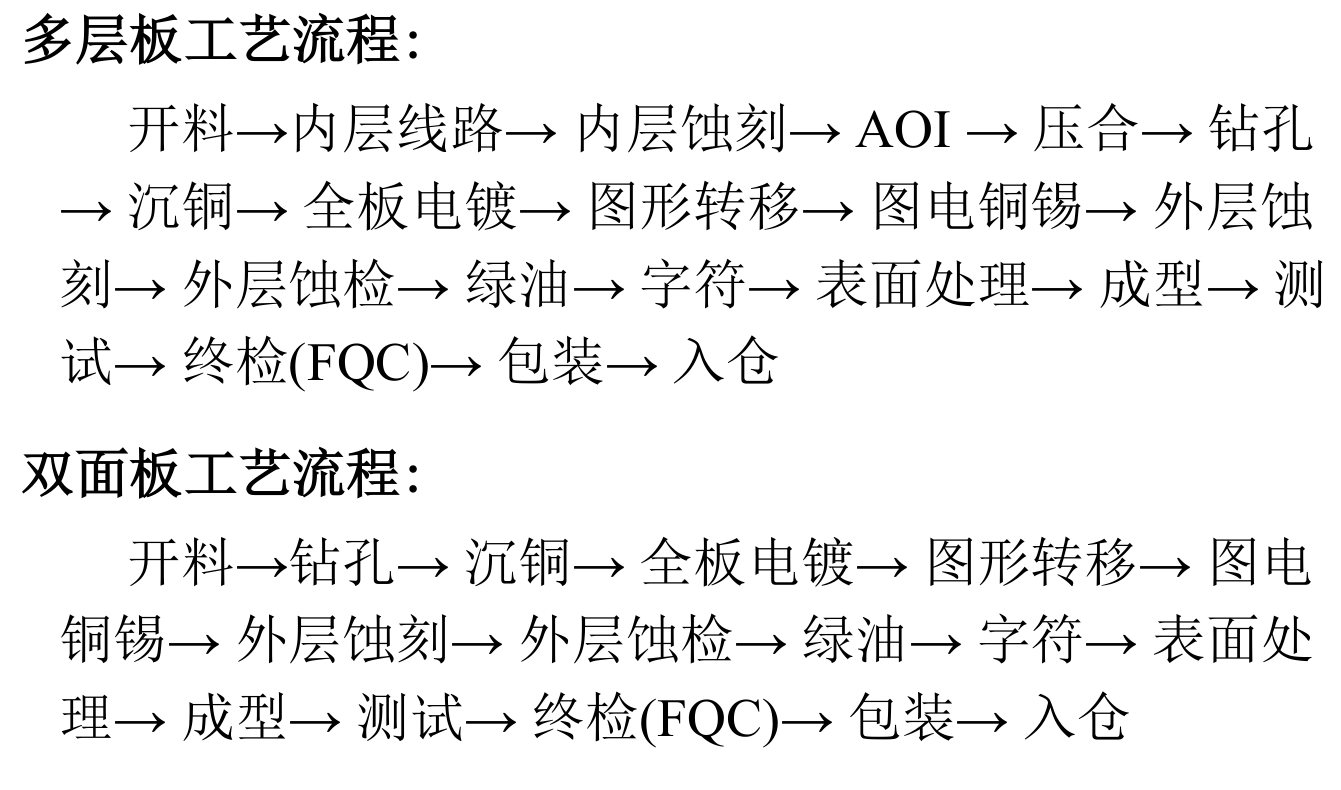
HDI板工藝流程圖





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論