 SMT紅膠貼片加工工藝的常見問題和解決方法
SMT紅膠貼片加工工藝的常見問題和解決方法
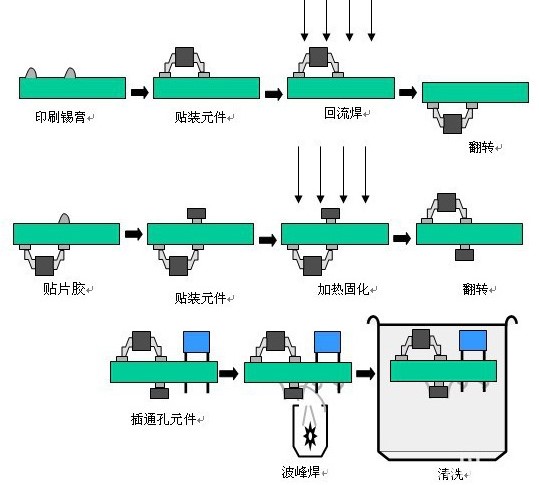
SMT紅膠貼片加工工藝有兩種,一種是通過針管的方式進行點SMT紅膠,根據元件的大小,點SMT紅膠的膠量也不等,手工點SMT紅膠機用點膠的時間來控制膠量,自動點SMT紅膠機通過不同的點膠嘴和點膠時間來控制點SMT紅膠機;另一種是刷膠,通過SMT貼片鋼網進行印刷SMT紅膠,SMT鋼網的開孔大小有標準規范。
SMT紅膠貼片加工一般是針對電源板采用的工藝,因為SMT貼片紅膠工藝加工的產品,要求SMD貼片元件都需要在0603以上才能進行批量生產。
目前SMT貼片加工行業,還有一種工藝,叫雙工藝。就是SMT貼片紅膠工藝和錫膏工藝同時進行。印刷錫膏后,再進行點紅膠。或者開SMT階梯鋼網,進行再次印刷紅膠。這 種工藝采用在需要侵錫工藝,但SMD元件較多的PCBA板生產當中,目前此工藝已經很成熟。
SMT貼片紅膠常見問題:
一、推力不夠
造成推力不夠的原因是:1、膠量不夠。2、膠體沒有100%固化。3、PCB板或者元器件受到污染。4、膠體本身較脆,無強度。
二、膠量不夠或漏點
原因和對策:1、印刷用的網板沒有定期清洗,應該每8小時用乙醇清洗一次。2、膠體有雜質。3、網板開孔不合理過小或點膠氣壓太小,設計出膠量不足。4、膠體中有氣泡。5、點膠頭堵塞,應立即清洗點膠嘴。6、點膠頭預熱溫度不夠,應該把點膠頭的溫度設置在38℃。
三。拉絲
所謂拉絲,就是點膠時貼片膠斷不開,在點膠頭移動方向貼片膠呈絲狀連接這種現象。接絲較多,貼片膠覆蓋在印制焊盤上,會引起焊接不良。特別是使用尺寸較大時,點涂嘴時更容易發生這種現象。貼片膠拉絲主要受其主成份樹脂拉絲性的影響和對點涂條件的設定。
解決方法:
1、降低移動速度
2、越是低粘度、高觸變性的材料,拉絲的傾向越小,所以要盡量選擇此類貼片膠
3、將調溫器的溫度稍稍調高一些,強制性地調整成低粘度、高觸變性的貼片膠,這時還要考慮貼片膠的貯存期和點膠頭的壓力。
-
電源
+關注
關注
184文章
17841瀏覽量
251813 -
pcb
+關注
關注
4326文章
23161瀏覽量
399974 -
smt
+關注
關注
40文章
2927瀏覽量
69685
發布評論請先 登錄
相關推薦







 工商網監
工商網監
評論