") 車載顯示3D玻璃蓋板三種成型工藝介紹
車載顯示3D玻璃蓋板三種成型工藝介紹
隨著大屏多屏的應(yīng)用發(fā)展趨勢(shì),觸感好、光學(xué)性能優(yōu)異的玻璃蓋板更能展現(xiàn)一種高級(jí)感,現(xiàn)已成為車載顯示蓋板材質(zhì)的主流選擇之一,市場(chǎng)前景廣闊。
從近年的各車展或是全觸展等大型展覽會(huì)現(xiàn)場(chǎng)我們可以看到,曲面顯示屏具有更好的設(shè)計(jì)性,整體觀感更酷炫等極大優(yōu)勢(shì),未來(lái)幾年,相關(guān)產(chǎn)品的應(yīng)用與出貨或?qū)⒎€(wěn)定增長(zhǎng)。今天我們就來(lái)簡(jiǎn)單聊聊車載顯示3D玻璃蓋板。
3D玻璃蓋板的優(yōu)勢(shì)
延鋒XIM21 概念車中的曲面顯示屏,截取自延鋒官網(wǎng) 目前的車載顯示屏之所以采用曲面設(shè)計(jì),其實(shí)不僅僅是酷炫好看,更是有著其存在的獨(dú)特意義所在: 1.設(shè)計(jì)自由度的提升。對(duì)于設(shè)計(jì)師來(lái)說(shuō),曲面的屏幕能夠更好的實(shí)現(xiàn)設(shè)計(jì)想法,且更具設(shè)計(jì)感與科技感。2.OLED、Micro LED、mini LED等應(yīng)用將推動(dòng)曲面屏發(fā)展。未來(lái)車內(nèi),3D柔性顯示屏將越來(lái)越多3.更符合人體工程學(xué)。3D曲面屏幕可實(shí)現(xiàn)更好的顯示效果4.輔助提升觸覺(jué)反饋。曲面的變化能輔助帶來(lái)觸覺(jué)反饋
三種3D玻璃成型工藝
3D玻璃成型最早應(yīng)該是從日本起源,后經(jīng)韓國(guó)發(fā)展,再到國(guó)內(nèi)。小編通過(guò)艾邦粉絲了解到,目前車載顯示玻璃蓋板的加工有三種工藝:康寧的冷彎貼合工藝、用于手機(jī)蓋板加工的熱彎(熱壓工藝,代表旭硝子)、之前用于家電領(lǐng)域的熱彎(傳統(tǒng)熱彎,利用玻璃自重成型,代表:旭信達(dá)等)。 目前來(lái)看,這三種工藝各有優(yōu)劣,而目前3D玻璃蓋板的應(yīng)用也基本都處在打樣階段,最終哪種工藝將會(huì)勝出,還是一個(gè)未知數(shù)。下面,小編帶大家一起來(lái)簡(jiǎn)單了解下這三種工藝。 01 傳統(tǒng)熱彎工藝 這種成型工藝是由用于電視機(jī)、大尺寸電腦顯示屏等產(chǎn)品玻璃蓋板加工的工藝轉(zhuǎn)到車載顯示蓋板成型上。
通過(guò)將玻璃加熱到接近融化(6-700℃),利用玻璃自重,玻璃在長(zhǎng)時(shí)間的軟化后貼覆在模具上,再通過(guò)冷卻固化處理即可得到3D玻璃。 整體工藝大致如下:

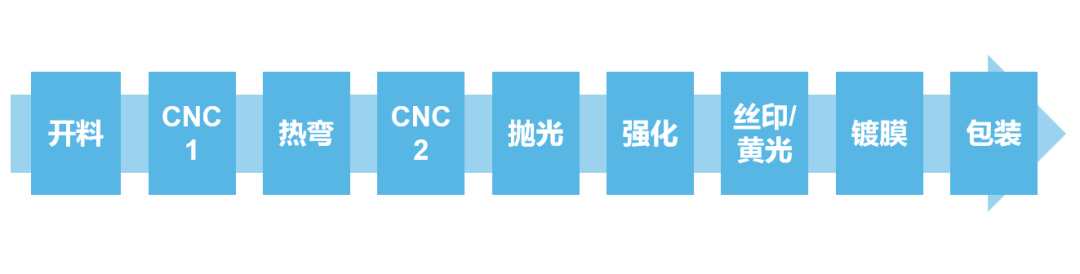
優(yōu)勢(shì):由于是利用玻璃自重成型,產(chǎn)品不受外力明顯作用,因此表面光滑,CNC無(wú)需進(jìn)行拋光處理。制程相對(duì)縮短,良率會(huì)有提升。另外在熱彎過(guò)程中,會(huì)在一定溫度恒溫一定時(shí)間,讓玻璃內(nèi)應(yīng)力充分釋放,確保玻璃不會(huì)自爆; 缺點(diǎn):產(chǎn)品升溫/冷卻周期長(zhǎng),整個(gè)成型周期持續(xù)數(shù)小時(shí),生產(chǎn)效率有限。適合小批量生產(chǎn)。 02 熱壓成型 熱壓工藝目前在手機(jī)蓋板加工上面已經(jīng)非常成熟,但由于車載顯示相較于手機(jī)蓋板尺寸更大,設(shè)備投入大、工藝成熟度不足。
熱壓工藝是通過(guò)將玻璃加熱到軟化點(diǎn)(6~700℃),產(chǎn)品放入光滑模具內(nèi),通過(guò)上模具向玻璃施加作用力使其彎曲成型,然后經(jīng)過(guò)冷卻后固定形狀。 整體工藝大致如下:
優(yōu)點(diǎn):成型周期短,具有更高的成型效率,基本上在6-7min即可完成一個(gè)循環(huán)。這一技術(shù)適用于大規(guī)模量產(chǎn)。 缺點(diǎn):由于是通過(guò)壓力使其成型,因此產(chǎn)品表面一般會(huì)留下模印,需要經(jīng)過(guò)拋光處理才能達(dá)到產(chǎn)品要求。
進(jìn)階:熱吸工藝
目前熱壓成型的一大難點(diǎn)就是要針對(duì)模印進(jìn)行拋光,因此,廠商在此熱壓的基礎(chǔ)上升級(jí)工藝,以減輕甚至消除這一問(wèn)題,熱吸工藝由此應(yīng)運(yùn)而生。
熱吸工藝,是當(dāng)玻璃加熱至軟化點(diǎn)后,通過(guò)下模具抽真空將玻璃吸在模具上,最終貼合模具形態(tài)成型。整個(gè)過(guò)程中產(chǎn)品不會(huì)受到上模具的壓應(yīng)力,因此,最終產(chǎn)品將會(huì)消減模印。熱吸工藝作為熱壓的一種升級(jí)工藝,正在驗(yàn)證之中。
03 冷彎工藝(ColdForm)
京東方精電聯(lián)合康寧開(kāi)發(fā)曲面顯示解決方案 冷彎貼合(cold form)工藝是由康寧提出的工藝。顧名思義,即實(shí)現(xiàn)汽車內(nèi)飾顯示玻璃在室溫下彎曲成型,無(wú)需傳統(tǒng)的熱成型工序。這一工藝是利用康寧大猩猩玻璃超薄、高韌性的性能優(yōu)勢(shì),直接通過(guò)機(jī)械力作用使其彎曲,后經(jīng)過(guò)貼合膠水固化而固定在產(chǎn)品表面。具體流程大致如以下:
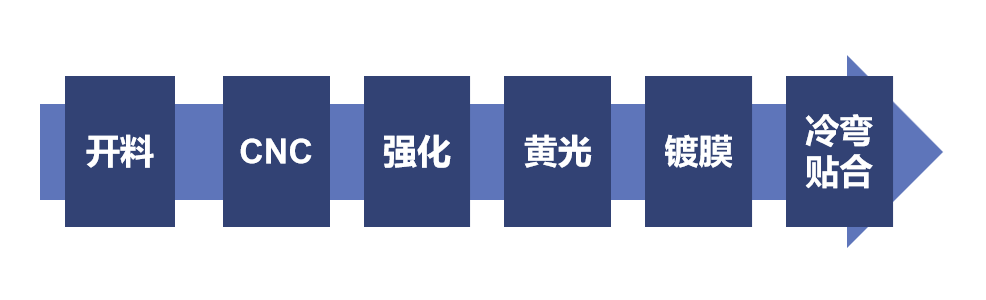
簡(jiǎn)單點(diǎn)說(shuō),就是將做好各種處理的超薄玻璃通過(guò)外力,最終3D貼合在產(chǎn)品表面。 優(yōu)勢(shì):與熱成型工藝相比,極大的減少了加工流程,同時(shí)還提升了加工良率; 劣勢(shì):冷彎的核心在于超薄、高韌性的玻璃,這種高性能玻璃的成本一般較高;另外玻璃非永久變形。 除康寧外,國(guó)內(nèi)電子玻璃的領(lǐng)先企業(yè)中國(guó)南玻集團(tuán),也開(kāi)發(fā)除了這種超薄高韌性、可用于冷彎加工的玻璃。
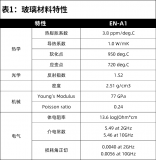
以下是,識(shí)別南玻集團(tuán)對(duì)其化學(xué)冷彎玻璃的介紹: 化學(xué)冷彎玻璃 化學(xué)冷彎是一種在常溫條件實(shí)現(xiàn)玻璃彎曲的技術(shù),其曲率半徑R能夠達(dá)到600-4000mm,可加工成“C型”、“V型”、“S型”、“U型”和“W型”。相比熱彎工藝相,化學(xué)冷彎生產(chǎn)成本更低,表面品質(zhì)更好,無(wú)應(yīng)力集中現(xiàn)象。 化學(xué)冷彎玻璃適用于中大尺寸曲率玻璃的成型。化學(xué)冷彎玻璃可以和抗菌功能,AG功能有機(jī)結(jié)合,可應(yīng)用于車載顯示蓋板、汽車用玻璃、曲面電視和曲面顯示器等。
對(duì)比 下面根據(jù)小編收集到的信息,這里從原料、技術(shù)、整體工藝來(lái)對(duì)這三種工藝進(jìn)行簡(jiǎn)單對(duì)比:
| 對(duì)比項(xiàng)目 | 傳統(tǒng)熱彎 | 熱壓 | 冷彎(coldform) |
| 成型溫度(℃) | 600~700 | 600~700℃ | 室溫 |
| 原材料 | 高鋁玻璃 | 高鋁玻璃 | 超薄、高韌性玻璃 |
| 設(shè)備尺寸 | 最大 | 大 | 小 |
| 設(shè)備成本 | 較高 | 高 | 小 |
| 成型周期 | 3H/24片(根據(jù)尺寸,每次成型數(shù)量會(huì)有變化) | 6~7min/片 | 用時(shí)最短 |
| 良率 | 高 | 一般 | 高 |
| 工藝難點(diǎn) | 1.黃光工藝 2.鍍膜難(AR) 3.曲率小 | 1.拋光處理 2.黃光工藝 3.鍍膜難(AR) | 依靠貼合膠水粘接固定形變,玻璃非永久變形等 |
小結(jié):
1、現(xiàn)有應(yīng)用于車載顯示屏市場(chǎng)的3D玻璃蓋板一遍是一些簡(jiǎn)單形狀,如C型、V型、Z型。一方面,這是受限于玻璃加工的成本及良率,而另一方面,曲面蓋板的貼合加工難度也會(huì)極大的限制復(fù)雜形狀3D顯示屏的規(guī)模性應(yīng)用。
2、當(dāng)下車載顯示3D玻璃的生產(chǎn)工藝其實(shí)各有優(yōu)劣,并不能簡(jiǎn)單的說(shuō)今后工藝走向如何。綜合考慮成本與品質(zhì)、效率,是大部分主機(jī)廠的慣有邏輯。
3、除了工藝上的研發(fā)門(mén)檻,在車載顯示3D玻璃蓋板的生產(chǎn)中,熱壓、熱彎都需要極大的設(shè)備等硬件方面的投入;而冷彎則會(huì)受制于玻璃廠家。因此,目前業(yè)界有做車載3D蓋板生產(chǎn)的廠家還是少數(shù),且一般都實(shí)力較強(qiáng)。
審核編輯 :李倩
-
車載顯示
+關(guān)注
關(guān)注
1文章
101瀏覽量
20816 -
3D玻璃
+關(guān)注
關(guān)注
5文章
58瀏覽量
11582
原文標(biāo)題:車載顯示3D玻璃蓋板三種成型工藝介紹
文章出處:【微信號(hào):ZHISHIKU-Pro,微信公眾號(hào):知識(shí)酷Pro】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
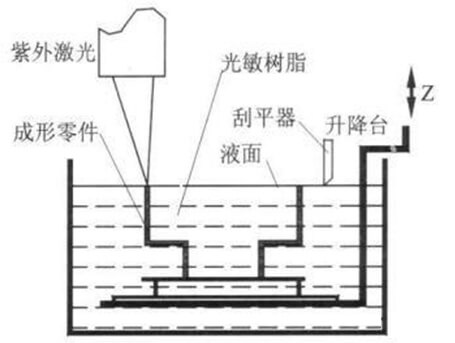
? SLA立體光固化成型:一項(xiàng)實(shí)現(xiàn)3D打印領(lǐng)域高精度數(shù)字模型實(shí)體化的先鋒技術(shù)
TGV玻璃基板主流工藝詳解
精密玻璃成型和精密模壓光學(xué)


3D封裝玻璃通孔技術(shù)的開(kāi)發(fā)
優(yōu)可測(cè)白光干涉儀:助力手機(jī)玻璃蓋板品質(zhì)提升 | 行業(yè)應(yīng)用
韓國(guó)JNTC為三家芯片封裝企業(yè)供應(yīng)新型TGV玻璃基板
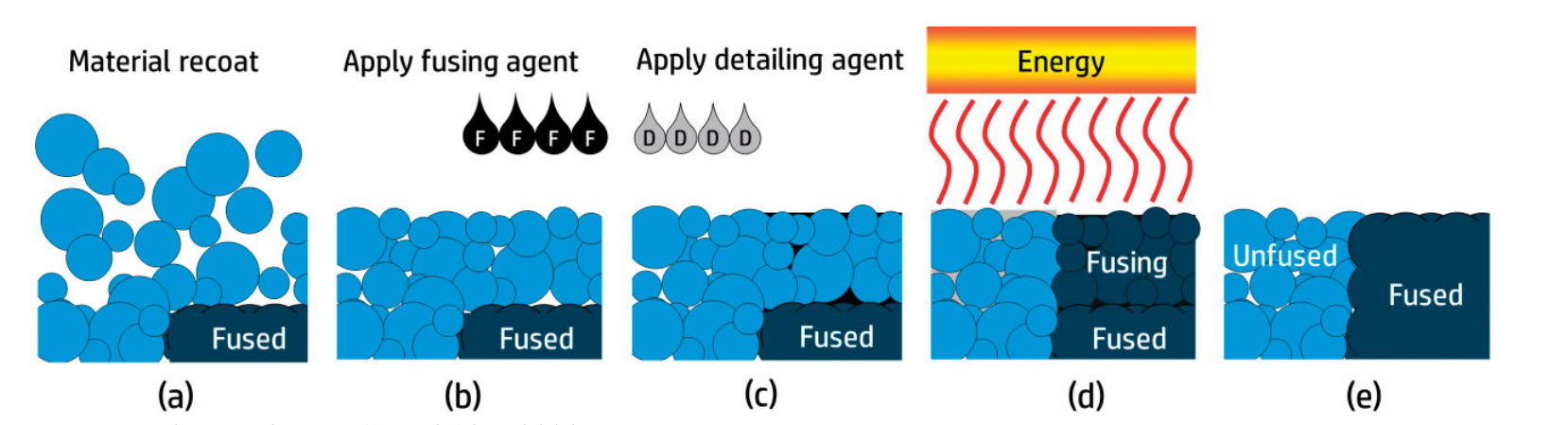
物聯(lián)網(wǎng)行業(yè)中3D打印工藝——MJF成型工藝
物聯(lián)網(wǎng)行業(yè)中3D打印工藝——SLA(立體光固化成型技術(shù))
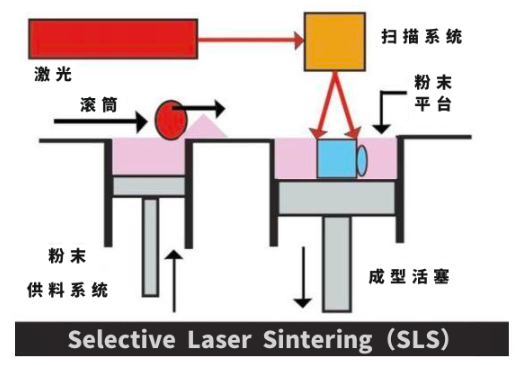
物聯(lián)網(wǎng)行業(yè)中3D打印工藝——SLS(選擇性激光燒結(jié))工藝
物聯(lián)網(wǎng)行業(yè)中3D打印工藝——FDM(熔融沉積成型技術(shù))工藝
3DP工藝最大的優(yōu)勢(shì)是什么
fdm成型工藝的優(yōu)缺點(diǎn)
ad19中3d模型不顯示?
3D打印機(jī)防靜電保護(hù)





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論