 端子壓接典型位置和術語
端子壓接典型位置和術語
端子壓接質量判斷有以下幾個方面:
一,Visual inspection外觀檢測 二,Measurement of the crimp height壓接高度測量 三,Analysis of cross section壓接剖面分析 四,Measurement of pull out force壓接保持力測量 一,外觀檢測 端子壓接典型位置和術語
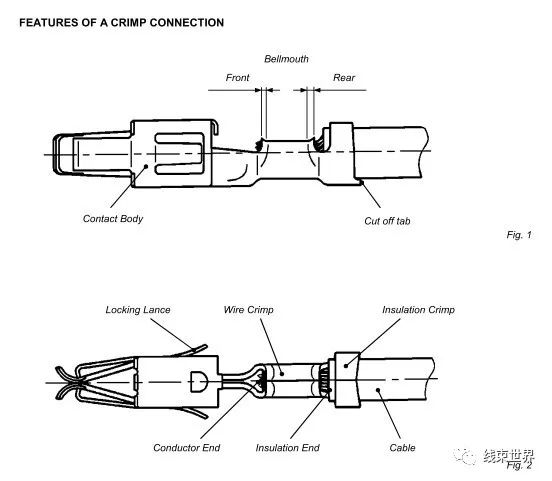
pBellmouth:鐘形口(喇叭口) pFront:前部(鐘形口) pRear:后部(鐘形口) pContactBody:觸點本體 pCutoff Tab:切斷突起 pLockingLance:鎖定針 pWireCrimp:導體壓接區 pInsulationCrimp:絕緣壓接區 pConductorEnd:導體端部 pInsulationEnd:絕緣體端部 pCable:線纜 端子壓接質量判斷方法:外觀檢查 ?導體端部要求:
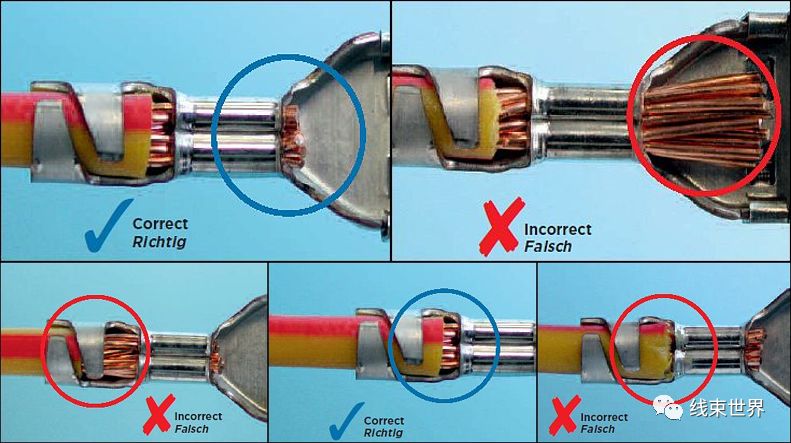
a.導體端部應與導體壓接區域頂端平齊,最多不超過壓接區域頂端1mm(圖中a區域) b.超過導體壓接區域端的導體部分不能阻礙端子的對配功能和鎖扣功能 c.若端子對配的連接器采用的是familyseal,則導體壓接區域頂端的導體部分長度建議不大于0.5mm ?絕緣層頂端要求:
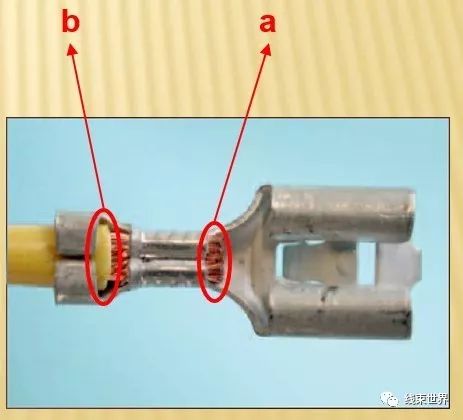
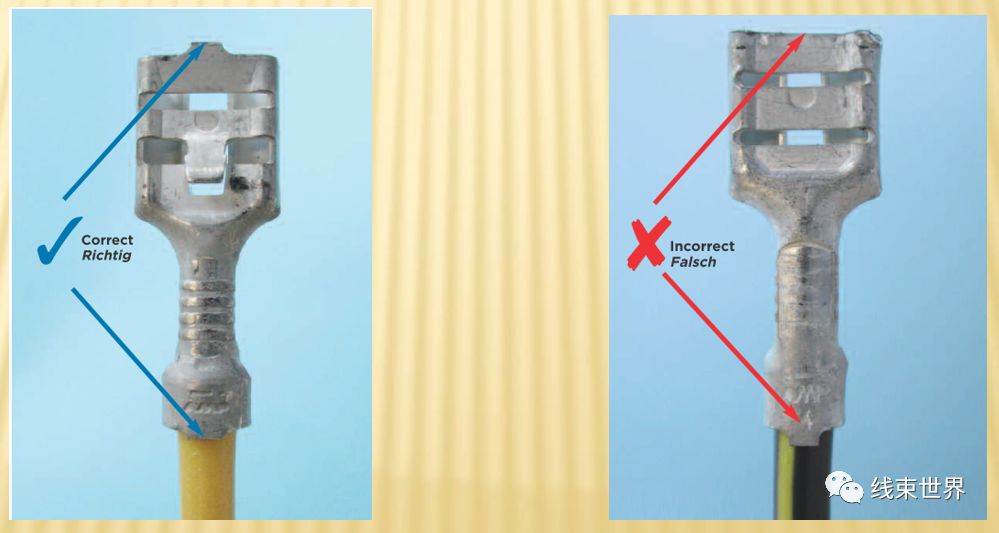
絕緣層頂端需在wire crimp和insulation crimp之間區域(圖中b區域)可見。 ?壓接兩端喇叭口要求:
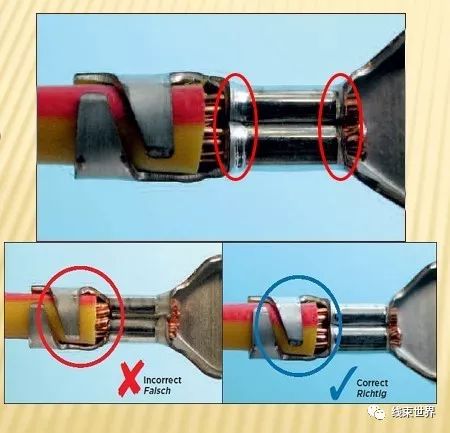

a.導體壓接區域后端需有喇叭口結構,喇叭口長度尺寸根據線徑決定。 b.導體壓接區域前端喇叭口可允許的最大值與后端一致。 ?端部切斷突起(料頭)要求:
a.料頭必須可見,以保證端子沒有損傷。 b.料頭不應影響端子正常插入塑殼和對配。 c.料頭最大長度不應超過0.5mm,對于使用familyseal的連接器,料頭最大長度不應超過0.3mm,料頭不能損傷密封圈。
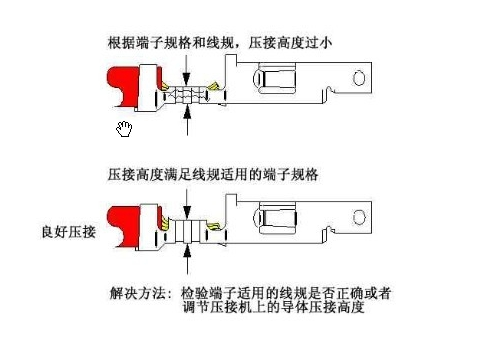
二,壓接高度測量 端子壓接質量判斷方法:高度測量
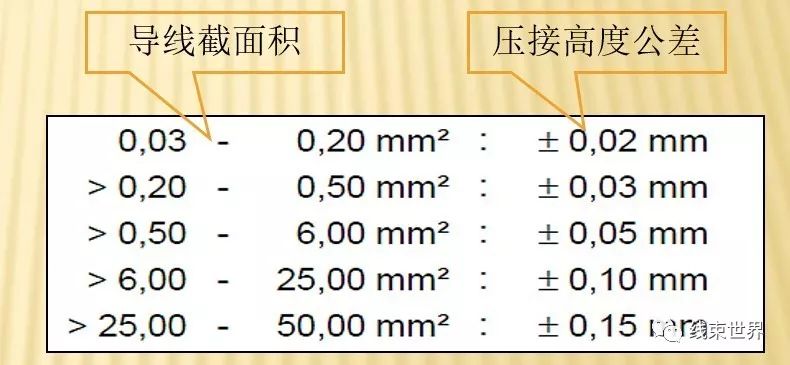
?導體部分壓接高度測量和公差要求: a.導體壓接高度的公差由電線線徑決定。 b.導體壓接高度在生產過程中需持續管控。 ?壓接寬度與壓接模具尺寸有關,壓接寬度不作為生產控制尺寸
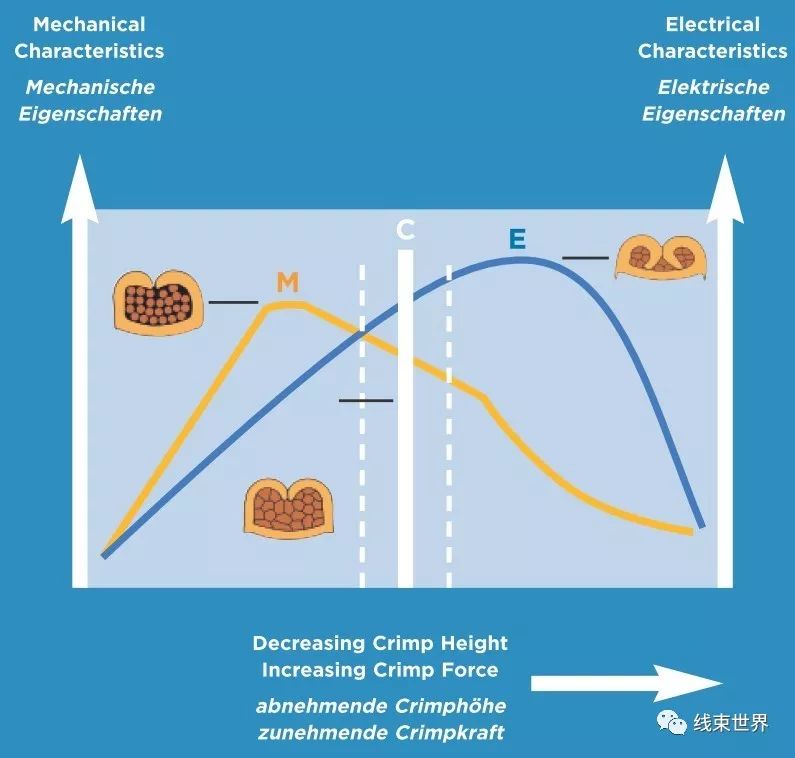
壓接高度與性能對比

壓高偏小(1mm) -截面無孔隙 -好的電氣性能 -差的機械性能 正常壓高 -截面無孔隙 -好的電氣性能 -好的機械性能 壓高偏大(1.2mm) -截面有小孔隙 -差的電氣性能 -較好的機械性能 壓高偏大(1.3mm) -截面有較多孔隙 -差的電氣性能 -差的機械性能
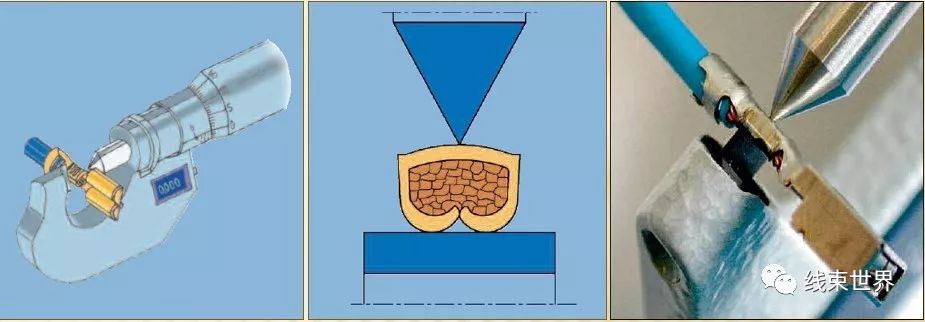
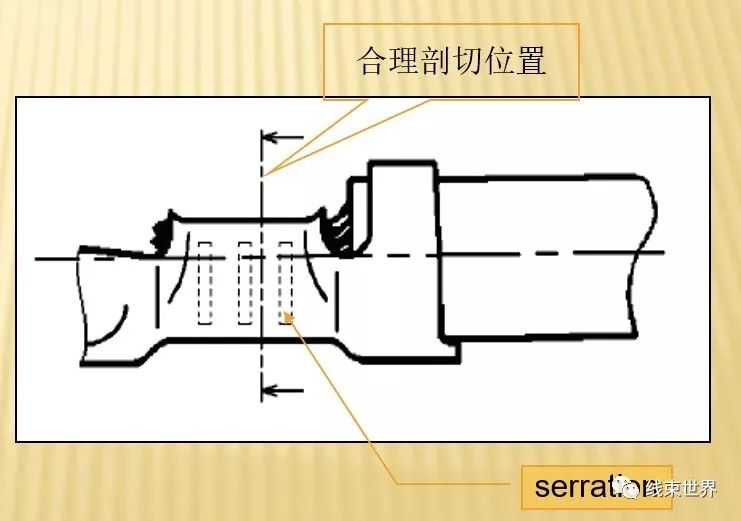
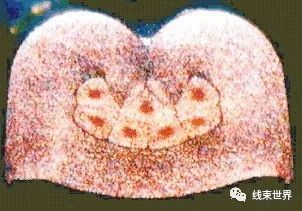
三,壓接剖面分析 端子壓接質量判斷方法:剖面檢測 ?為檢查端子壓接的質量,經常要做壓接剖面檢測,檢測剖面的要求是: a.剖面的切割方向需是垂直方向 b.剖面位置需在wire crimp中間,且需避開serration(齒狀突起) c.做剖面時,需在端子周圍和內部灌入人工合成膠,避免端子和導線移動偏移 d.切割后需要進行表面研磨和酸蝕,便于觀察檢驗
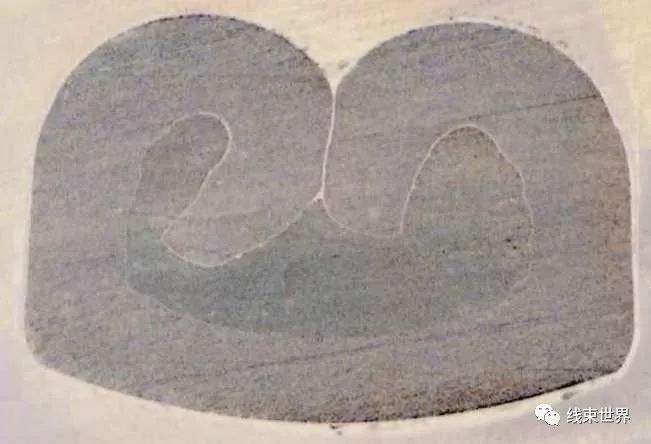
剖面制作方法 剖面制作基本流程 1 切割端子 2 切割表面拋光 3 表面酸蝕 目的:看到截面清晰的輪廓,并且能清楚的分辨出端子壓接部分和電線導體。 不良的截面制作可能會影響截面判定結果,甚至無法進行判定。

剖面制作的注意事項 切割端子:剖切面和底面垂直;在壓接區域中部;避開serration;
切割和拋光時卷曲部分被破壞

拋光時,周邊形成圓角
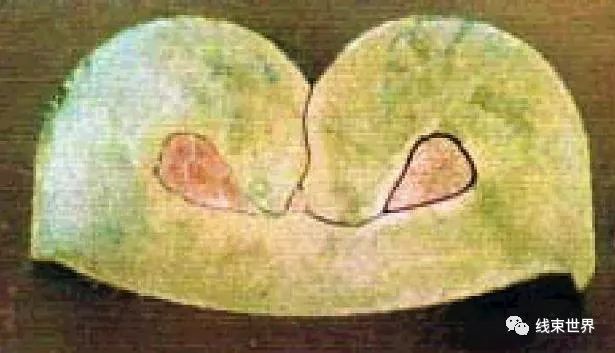
酸蝕不佳,端子和電線導體無法清晰可辨

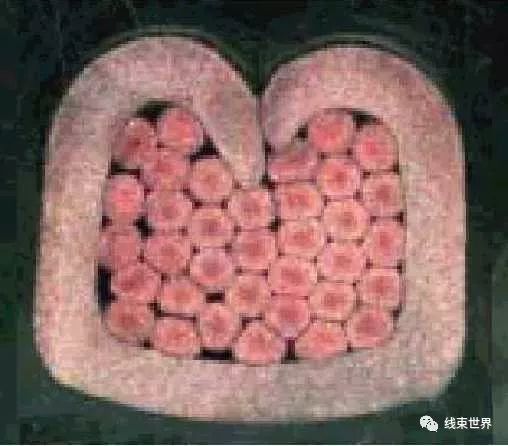
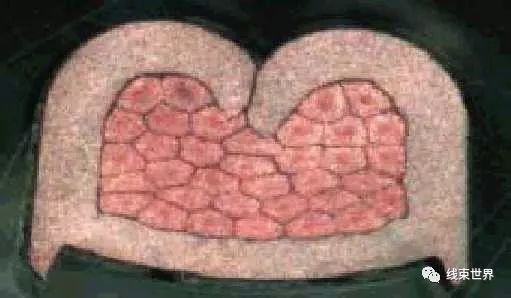
電線的每根導體有明顯的壓縮
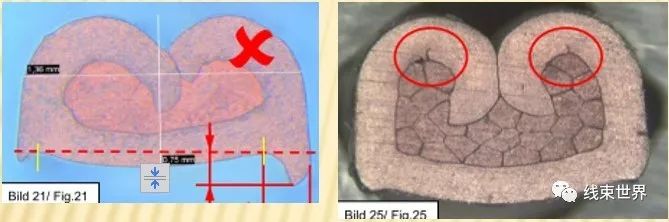
端子兩邊完全閉合,并有一定的支撐長度
壓縮量較大時,端子底部會被壓縮。為防止過量壓縮,要求底部厚度必須≥端子原始厚度的?。
卷邊與側面或者底面有可見的距離

卷邊重合后,支撐角≤30o
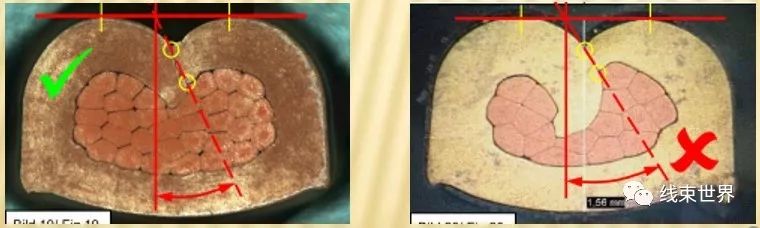
如果重合線不是直線,取輪廓最外部的兩點來確認支撐角度。

注意毛邊的厚度和寬度
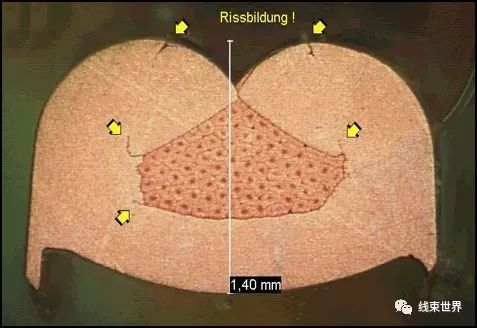
不允許有壓接裂痕

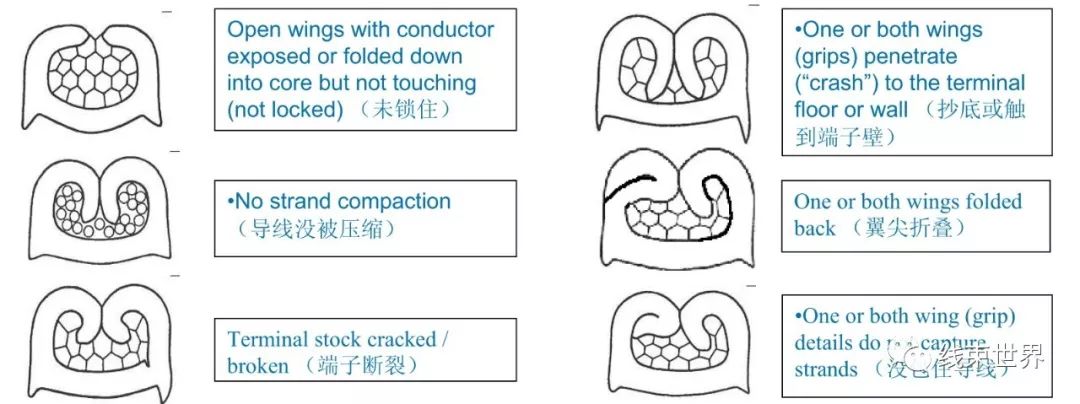
其余不良

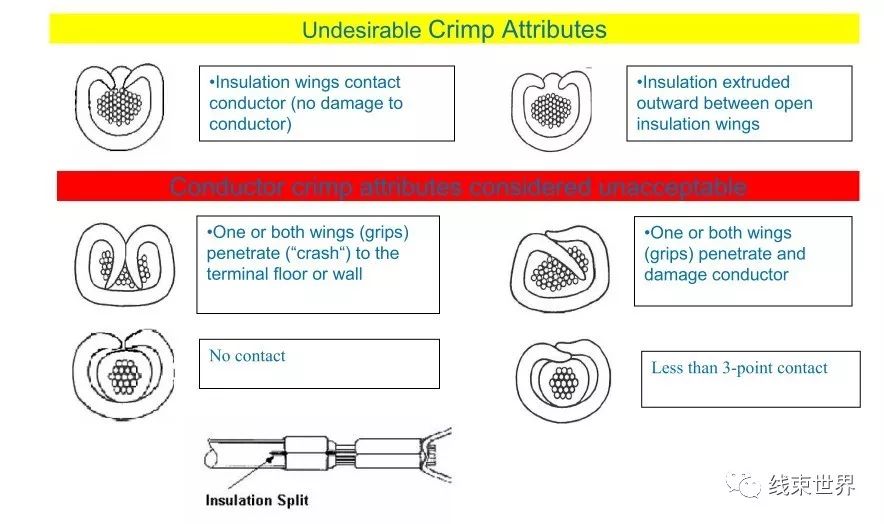
1. 有電線導體未被壓入端子 2.有電線絕緣皮被壓入導體部分
三,剖面檢測
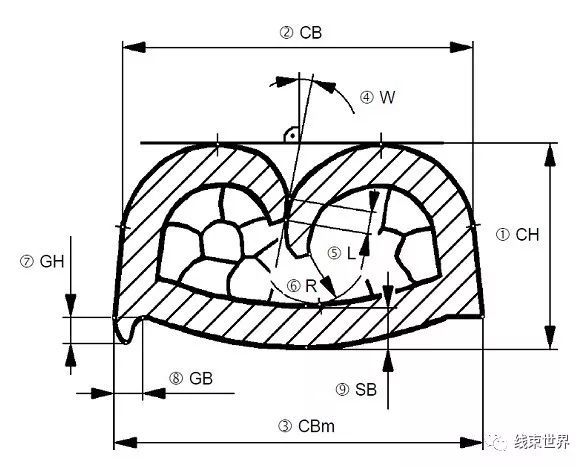
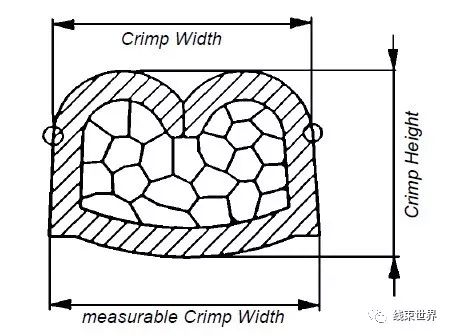
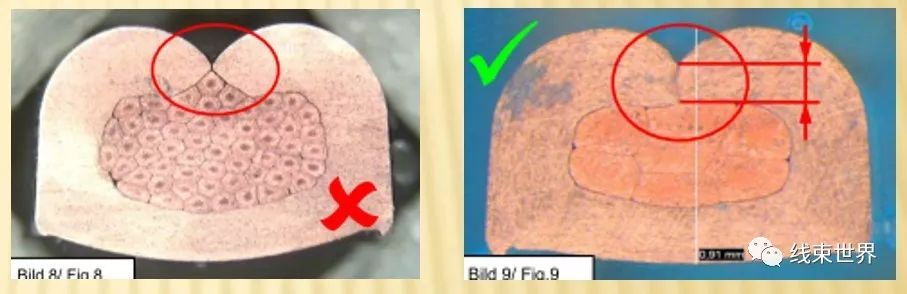
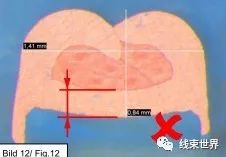
端子壓接質量判斷方法:剖面檢測 ?剖面檢測參數是: ① CH ---壓接高度;根據產品規范定義 ② CB ---壓接寬度(名義);根據產品規范定義 ③ CBm ---可測量壓接寬度;= 1 * CB ~ 1.1 * CB ④ W ---支撐角度;≤30o ⑤ L ---支撐長度;≥?* S (0.1mm min.) ⑥ R ---側底部距離;≥1 * S ⑦ GH ---毛邊高度;≤1 * S ⑧ GB ---毛邊寬度; GB≤?* S, if GH 通過顯微鏡檢測相應尺寸
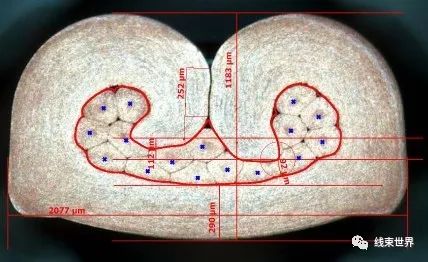
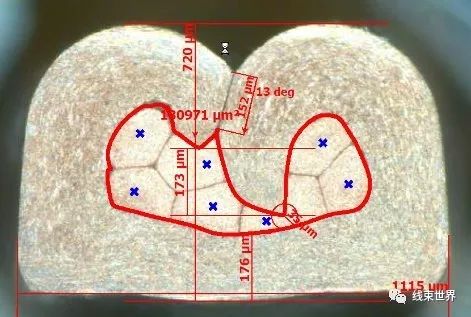
剖面樣品



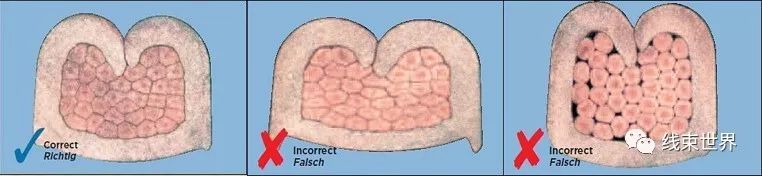
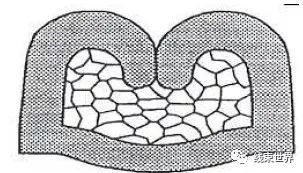
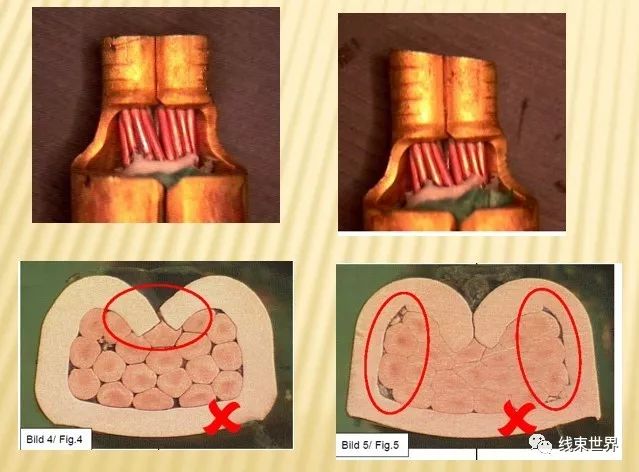
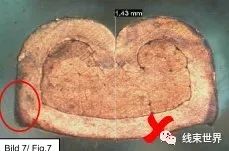
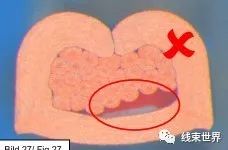
?Nocavities are visible無孔隙 ?Symmetric截面對稱 ?Compaction of all strands所有導線都應被壓實 ?Wings touch only conductor翼端只接觸導線 ?Terminal stock free of cracks / breaks端子無裂紋 ?Core wings “Locked” (No Gap) at top of crimp.端子兩邊完全閉合,并有一定的支撐長度 不良的剖面樣品 unsymmetrical roll in卷邊不對稱
tears/ bulging 破裂
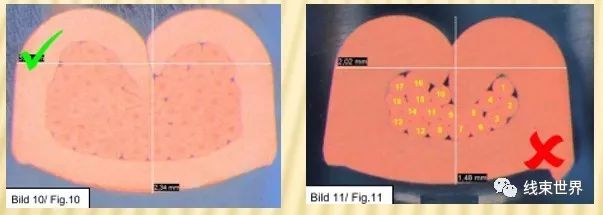
Crimpheight too high壓接高度過高
wire size too small 電線尺寸過小
Crimpheight too low / overpressed 過壓
其他不良剖面
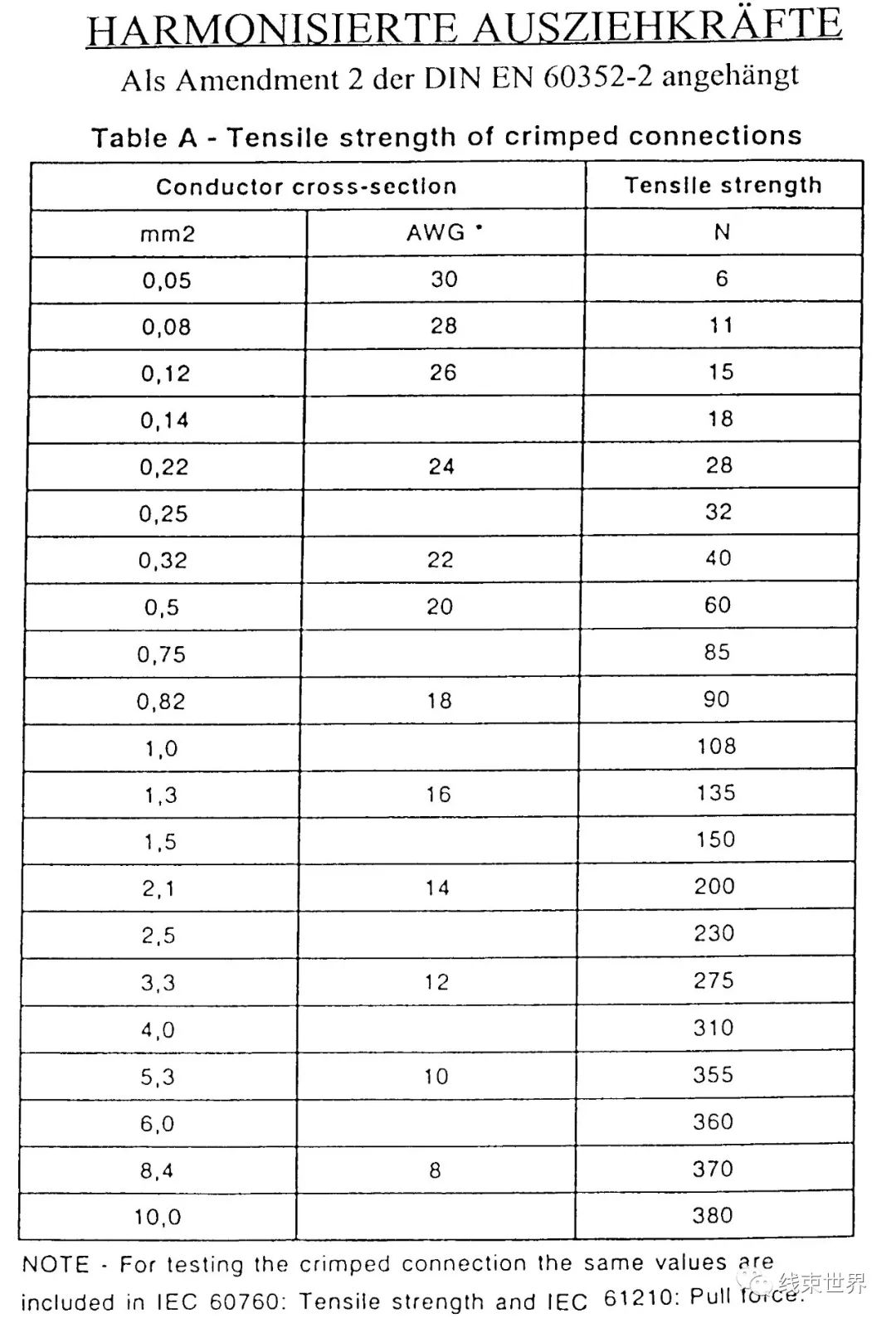
4,壓接保持力測量 acc. DIN EN 60352-2 (up to 10mm2) acc. VDE 0220 (for > 10mm2) >60 N/mm2 wire section
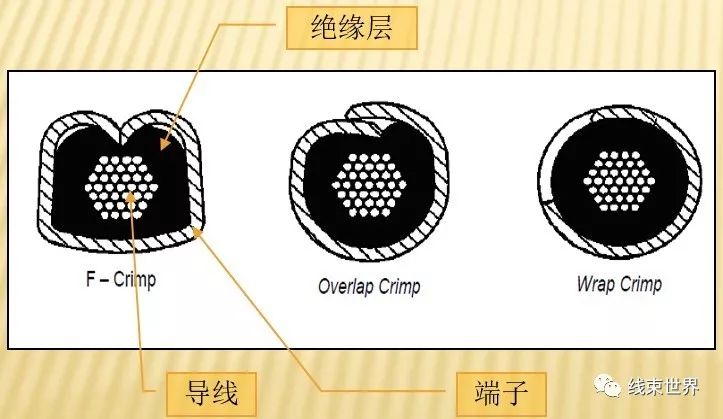
絕緣皮壓接
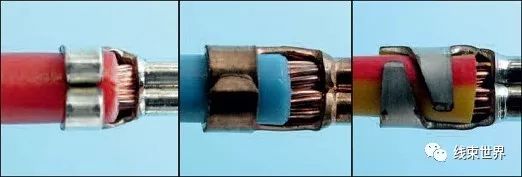
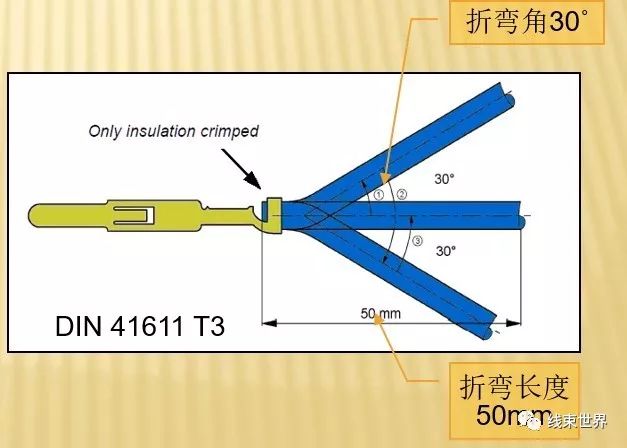
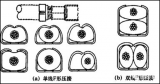
端子壓接質量判斷方法:絕緣壓接檢查 ?絕緣層壓接要求: 端子的絕緣皮處一般有3種壓接方式,其壓接截面見下圖,其壓接要求分別是: a. F crimp壓接處兩端接觸 b. overlap crimp壓接處交疊長度大于等于一個板材厚度 c. wrap crimp壓接處相交長度大于等于一個板材厚度 d.經過一個循環的折彎實驗,絕緣皮壓接處不能松脫
不良的剖面
-
連接器
+關注
關注
98文章
14663瀏覽量
137242 -
電線
+關注
關注
6文章
731瀏覽量
26952 -
顯微鏡
+關注
關注
0文章
579瀏覽量
23160
原文標題:端子壓接判斷標準及質量管控
文章出處:【微信號:線束專家,微信公眾號:線束專家】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦

汽車壓接端子的要求
端子壓接注意事項 端子壓接理想和現實的差距分析








 工商網監
工商網監
評論