 金線生產工藝標準
金線生產工藝標準
一、 目的:建立基本的 wire bonding 標準,制定生產過程中產品合格/不合格的判斷標準。
二、 范圍:本標準只適用于金線球焊工藝。
三、 基本焊接條件:熱壓超聲波焊接用于金線鍵合,所需的溫度、壓力、超聲波功率及時間視不同機型、不同材料有很大不同,具體根據機型、材料特性科學設定。
四、 品質判斷標準:
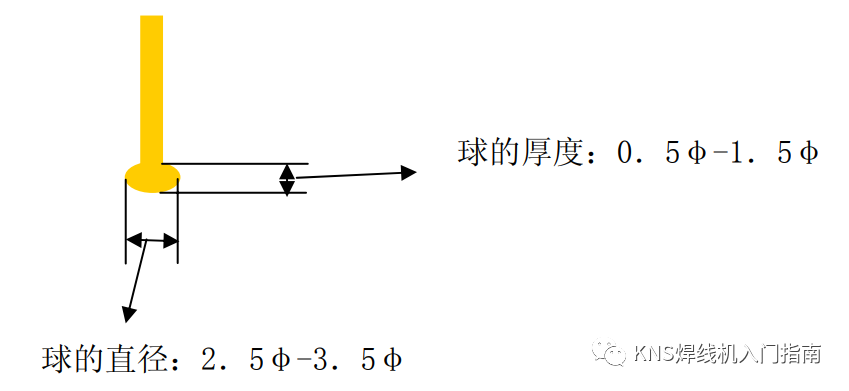
1) 球形標準,如下圖所示:
① 球的直徑:以2.5φ-3.5φ為標準 ,低于2.5φ為球小,大于3.5φ為球大。
② 球的厚度:以0.5φ-1.5φ為標準,低于0.5φ為球扁,大于1.5φ為球厚。
③ 球畸形:焊線偏離焊球中心超過1/2φ為球畸形。
注:以上φ為金線直徑,以下類同。
2) 線形標準:
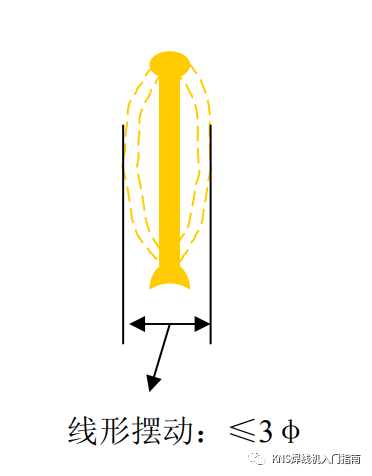
① 線形不良:線擺動以≤3φ、S 形≤2φ為標準,超過此標準為線形不良。線形擺動如下圖所示
② 線受損:以≤1/4φ為標準,超過1/4φ為線受損不可接受。
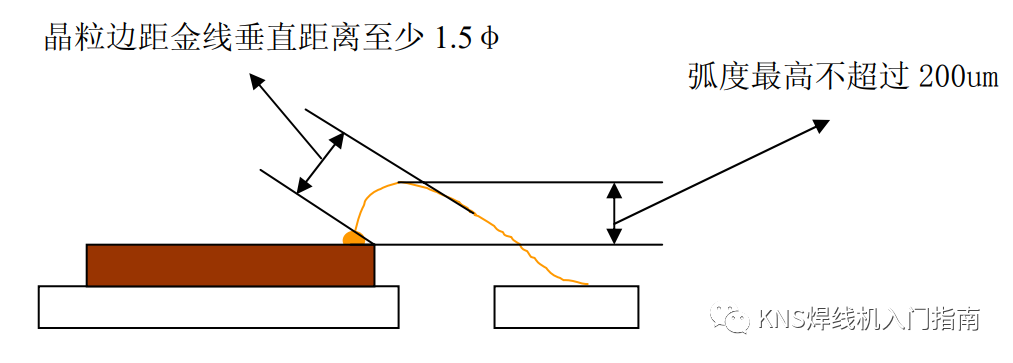
③ 弧形標準:晶粒邊距金線垂直距離至少1.5φ,少于1.5φ為線低;晶粒面距線形最高不超過 200um,如下圖所示。
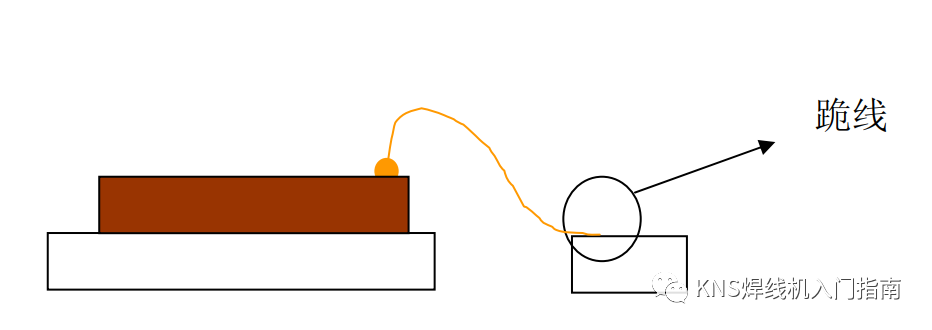
④ 跪線:如下圖所示,圓圈處所指的金線貼在焊接表面上為跪線,不可接受。標準線形為圓圈處所指的金線與焊接表面應有一定角度。
3) 焊口標準:
① 焊口:長為0.8φ—1.5φ,寬為1.5φ—2.5φ,且瓷咀印必須完整,超出此規格范圍為不可接受,如下圖所示:
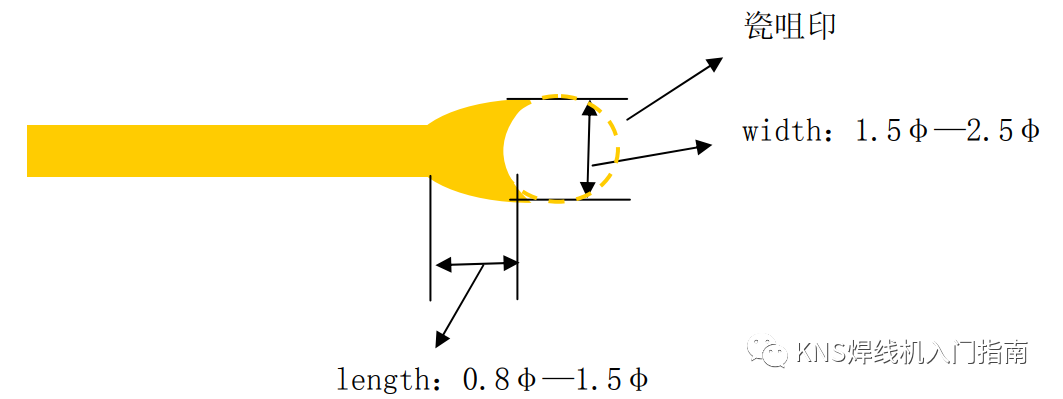
② 線尾:線尾長度必須≤1φ,大于1φ時為線尾長,不可接受。跪線 length:0.8φ—1.5φ width:1.5φ—2.5φ 瓷咀印
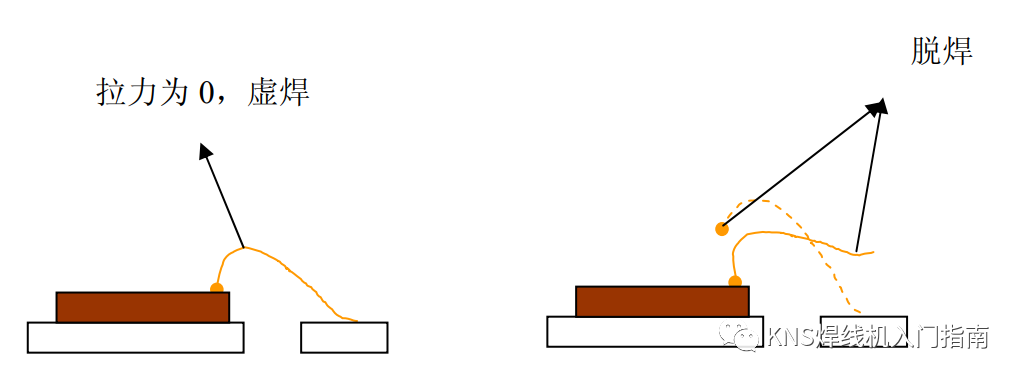
③ 虛焊、脫焊:焊球與Die面接觸,焊口與Frame 表面接觸,拉力測試為0時為虛焊;焊球或焊口中有一個不與焊接表面接觸時為脫焊。如下圖所示
4) 位置標準:
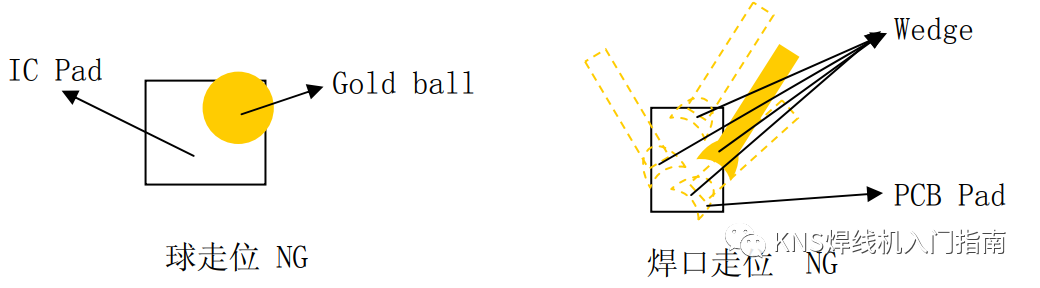
① 走位:球走位:焊球須在IC pad位置內或恰好壓在 Pad 邊上,超出pad位置為球走位。焊口走位:焊點須在PCB金手指內,焊口離金手指邊至少 1φ。超出金手指 為焊口走位。
② 漏線:應焊線的位置沒有焊線。
③ 焊錯位:金線沒有焊在指定 Pad 上而是焊在別的 Pad 上。
5) 拉力及推球標準:
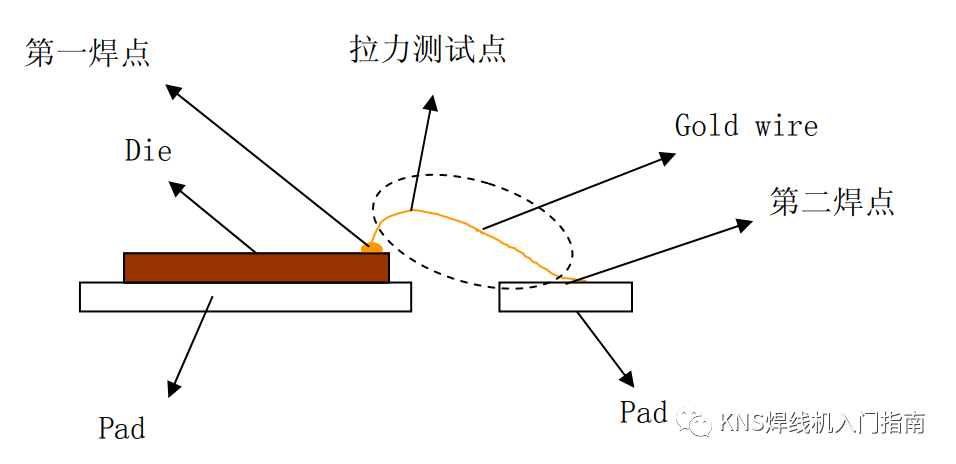
① 拉力測試方法:拉力測試時以靠近焊球金線弧形最高處為基準,如下圖所示:
金線拉力管制,如下表:
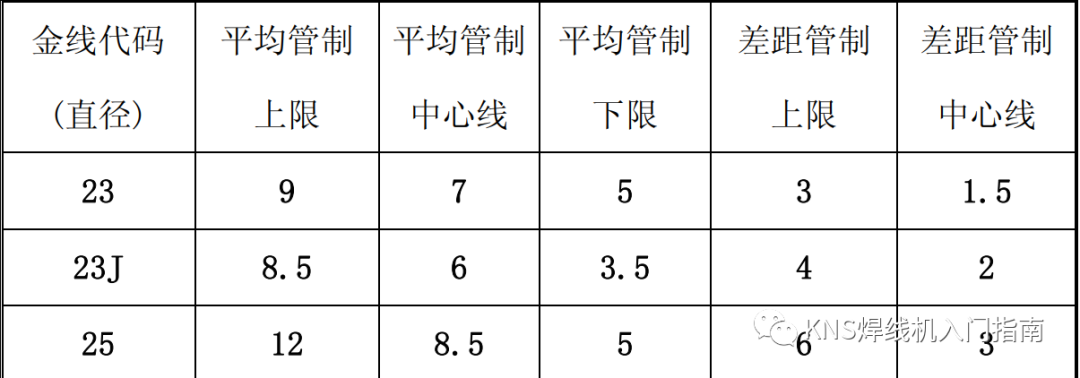
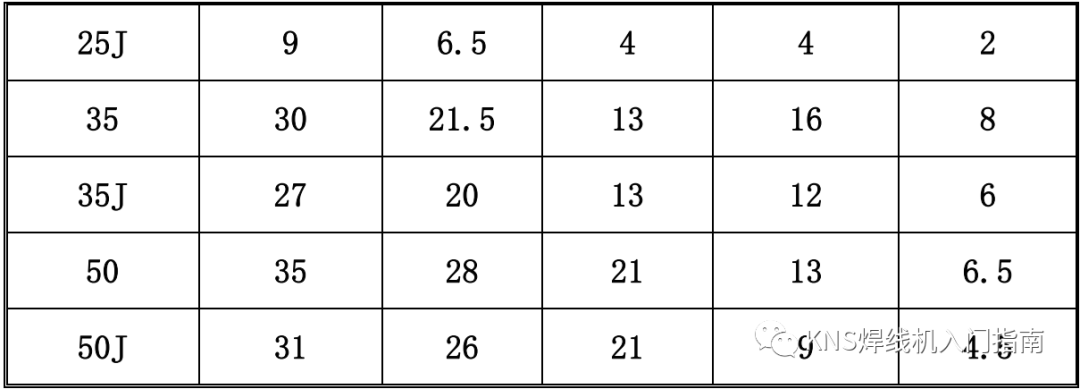
備注:23、23J 為同一直徑的金線,對 SOT-54、SOT-23 產品 Wire bonding 時有兩個引線方向,方向不同金線的管制拉力不同,用J來區分,其余類同。
③ 推球不良:推球時使用推球機做推力實驗,推球力至少16g以上,金線在pad上殘留量≥60%,不滿足此規格為推球不良。
審核編輯 :李倩
-
pcb
+關注
關注
4326文章
23160瀏覽量
399937 -
焊球
+關注
關注
0文章
7瀏覽量
6079
原文標題:【半導光電】金線生產工藝標準
文章出處:【微信號:今日光電,微信公眾號:今日光電】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論