 【冷剪機維修】冷剪機軸承位磨損的現場修復技術
【冷剪機維修】冷剪機軸承位磨損的現場修復技術
【摘要】冷剪機是熱軋棒線車間的關鍵設備,冷剪機運行狀態的平穩與否將直接影響到整條軋線的連續生產與產品質量,本文針對某鋼廠棒線車間冷剪機軸承位磨損原因進行分析,介紹了一種使用高分子復合材料技術針對此類問題的現場修復方案,第一時間針對該問題進行修復,減少了企業停機時間,修復完成后持續跟蹤,設備狀態良好。證明了高分子復合材料的在傳動部位磨損問題上的可行性。
【關鍵詞】冷剪機;維護;故障處理;現場修復技術;高分子復合材料;
一、冷剪機的設備簡介
冷剪機是棒材生產線中精整段的主要設備,其作用是針對成品軋件進行定尺剪切,其結構(見圖1)主要由:剪刃、曲軸、皮帶輪、電動機、制動器、離合器構成。其飛輪安裝在主軸上,電動機通過皮帶帶動飛輪運轉,在做剪切動作時,離合器將主軸與飛輪連接,使減速機帶動偏心輪運轉,裝配有剪刃的剪架向下完成剪切動作。
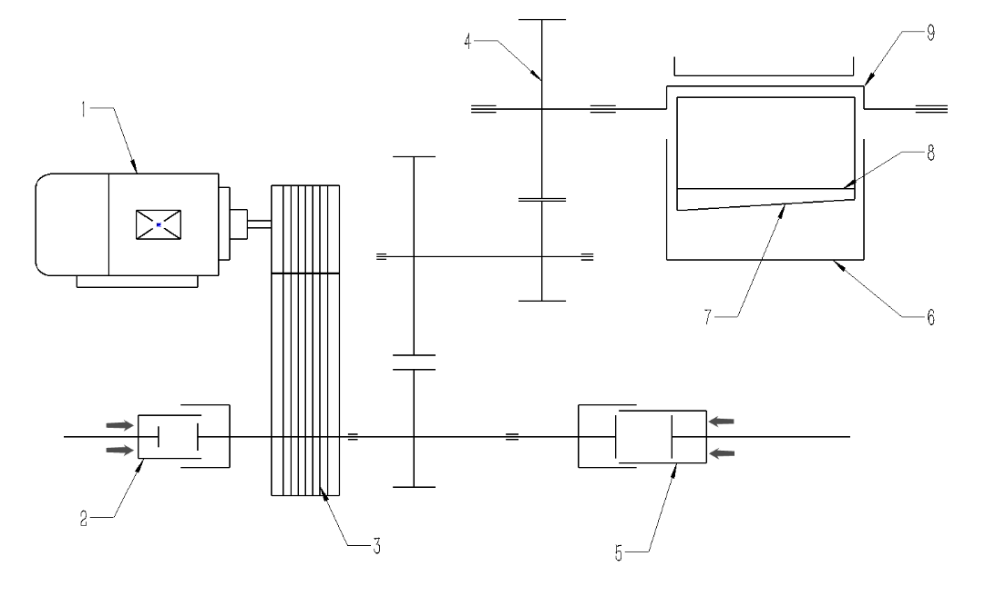
圖1-冷剪機傳動系統簡圖
1-電動機;2-離合器;3-皮帶傳動系統;4-齒輪傳動系統;5-制動器;6-下剪架;7-上剪刃;8-剪架;9-曲軸
二、冷剪機軸磨損的原因
某鋼鐵企業棒材車間,冷剪機出現磨損問題,磨損位置為皮帶輪與主軸磨損的配合面,主軸直徑180mm,磨損寬度約110mm。損壞位置為局部深度磨損,磨損量最大處約5mm左右,軸承型號為:SKF2236EC。
一般情況下軸類出現磨損的原因有很多,在制造時的各種缺陷以及在使用過程中由于裝配、維護、使用等各個不同階段的不良問題,都有可能造成軸承位的磨損。拋開這些問題除外進行分析,從原理上講最主要的原因就是用來制造軸的金屬特性決定的,金屬雖然硬度高,但是退讓性差(變形后無法復原),抗沖擊性能較差,抗疲勞性能差,因此容易造成粘著磨損、磨料磨損、疲勞磨損、微動磨損等,大部分的軸類磨損問題都不易察覺,只有出現機器高溫、跳動幅度大、異響等情況時,大部分軸都已磨損嚴重,從而致使機器停機。
三、冷剪機軸修復工藝
針對這類軸承位磨損問題傳統辦法一般采用的是將軸拆卸后運輸至機修廠進行補焊、鑲軸套等處理,但補焊機加工工藝本身容易使軸表面局部產生熱應力,造成斷軸的隱患,而且補焊機加工工藝需要花費大量的人力和時間對設備進行拆卸、運輸和安裝,其修復時間較長,綜合修復成本高。該冷剪機為意外事故停機,必須快速有效的恢復設備運行,因此傳統修復工藝顯然不適合此次軸承位磨損的修復。
福世藍?高分子復合材料針對軸承位磨損問題可根據設備轉速、軸承型號、使用要求等參數選取不同的設備修復工藝,針對此次的冷剪機主軸磨損問題,觀察現場情況后發現,大面積基準面還存在,只是使用材料將局部損壞的部位進行填充修補即可,可以使用福世藍工藝之部件對應關系進行修復(見圖2),具有修復時間短、修復精度高、修復成本低、對設備無二次傷害、易于操作等特點。
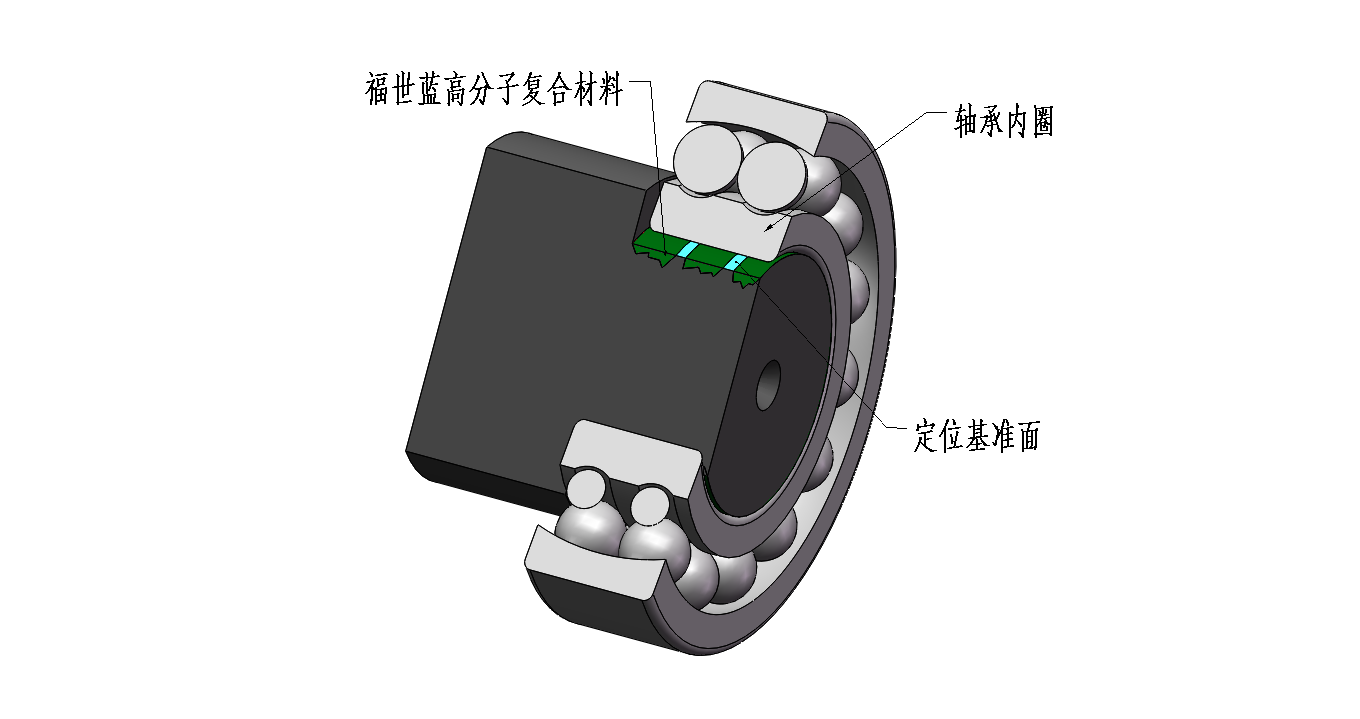
圖2-福世藍部件對應關系修復工藝示意圖
四、現場方案實施過程
1、表面處理:首先將磨損位置進行烤油處理,去除滲入到金屬微孔內的油脂;
2、打磨:使用砂紙將磨損位置進行打磨處理,并用酒精或丙酮清洗干凈。
3、調和材料:按比例調和福世藍?2211F材料并攪拌均勻直到沒有色差。
4、涂抹材料:使用2211F材料將磨損位置填平并略大于磨損量。
5、軸承內圈涂抹脫模劑晾干后直接裝配軸承,材料固化完成后即可開機運行。
五、現場圖片
 |  |
磨損的冷剪機主軸 | 表面處理 |
 | 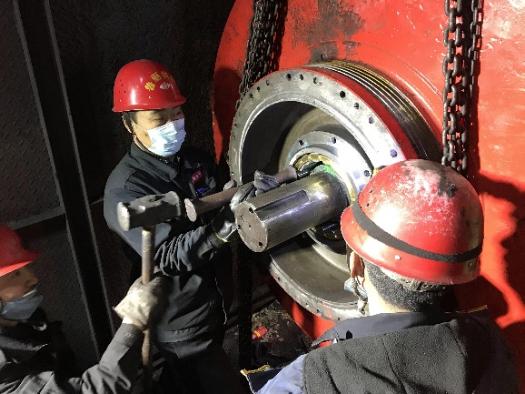 |
涂抹材料 | 裝配 |
六、結語
通過福世藍技術多年來在工業領域的應用經驗來看,在企業出現因傳動部位磨損問題導致的計劃外突發性停機后,該技術可以根據不同設備的運行條件及設計參數,利用高分子復合材料的成型特性,制定相應的修復方案。可第一時間解決設備的傳動部位磨損的問題,利用現場有限的基本條件,最大程度滿足大部分設備的運行條件,大大提高了修復效率與修復精度。
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論