") 表面處理技術(shù)、工藝類型和方法(拋光控制系統(tǒng))
表面處理技術(shù)、工藝類型和方法(拋光控制系統(tǒng))
有多種表面精加工技術(shù)和方法來(lái)精加工零件,每種方法都會(huì)產(chǎn)生不同的表面光潔度和平整度。
研磨工藝
研磨是一種精密操作,基于載體中的研磨料游離磨粒或復(fù)合研磨盤基質(zhì)中的固定磨粒的切割能力。有兩種類型的研磨工藝: 金剛石或傳統(tǒng)磨料。只要控制和監(jiān)測(cè)研磨盤的平整度,任何一種研磨工藝都可以產(chǎn)生低至 0.0003 毫米的平整度結(jié)果。研磨過程是一種溫和的切削過程,它將研磨盤的平整度轉(zhuǎn)移到被研磨的部件上,而不會(huì)對(duì)部件施加任何應(yīng)力,因?yàn)檎麄€(gè)表面都是同時(shí)加工的。這與典型的 CNC、車削、銑削和磨削工藝不同,在這些工藝中,切割始終集中在特定區(qū)域。盡管任何研磨工藝都能夠產(chǎn)生平整度,但金剛石和復(fù)合盤的工藝組合可實(shí)現(xiàn)更廣泛的表面光潔度。
拋光工藝
拋光通常在研磨操作后進(jìn)行,以達(dá)到最終的表面光潔度。拋光的一些主要因素是:達(dá)到鏡面,改善外觀,達(dá)到最佳密封面,光學(xué)測(cè)量平整度,改善電接觸,提高材料的光學(xué)質(zhì)量
化學(xué)機(jī)械拋光(CMP)
化學(xué)機(jī)械拋光或平面化學(xué)拋光是利用化學(xué)和機(jī)械力的結(jié)合來(lái)平滑表面的過程。它可以被認(rèn)為是化學(xué)蝕刻和自由研磨拋光(研磨)的混合體。當(dāng)需要非常低的 Ra 或需要無(wú)劃痕的顯微圖像時(shí),CMP 工藝很常見,例如用于顯微硬度測(cè)試的冶金樣品。
干式電解拋光
干式電解拋光可保留鑄件或機(jī)加工部件的幾何形狀且不會(huì)使邊緣變圓角,它可以去除打磨圖案以提供明亮的鏡面飾面。也能夠處理復(fù)雜的幾何形狀,而不會(huì)在表面留下微劃痕,同時(shí)保持組件公差。它比液體電解拋光更有效,液體電解拋光通常僅將表面粗糙度降低 50%。
離心式拋光
離心式拋光產(chǎn)生非常高的重力,驅(qū)動(dòng)機(jī)構(gòu)設(shè)計(jì)為產(chǎn)生比正常重力高 5-25 倍的高“G”力,3 或 4 個(gè)六邊形/圓形桶安裝在轉(zhuǎn)塔上。轉(zhuǎn)塔和機(jī)筒沿相反方向高速旋轉(zhuǎn),由此產(chǎn)生的離心力增加了機(jī)筒中磨料介質(zhì)的重量,磨料介質(zhì)與部件(也在機(jī)筒中)滑動(dòng),以產(chǎn)生快速切割動(dòng)作
磨削工藝
磨削是一種使用較粗磨料的加工工藝。
振動(dòng)精磨工藝
振動(dòng)精加工是一種大規(guī)模精加工工藝,用于使用特殊形狀的介質(zhì)顆粒對(duì)大量相對(duì)較小的工件進(jìn)行去毛刺、倒圓角、去氧化皮、拋光、清潔和光亮處理
拖動(dòng)精加工
拖曳精加工是振動(dòng)精加工的特殊版本。不同之處在于,待去毛刺和精加工的零件在連接到固定裝置時(shí)通過介質(zhì)機(jī)械拖動(dòng)。這可以防止部件相互接觸。
表面處理標(biāo)準(zhǔn)
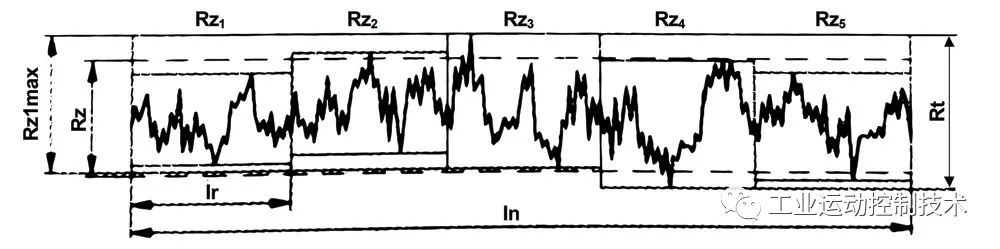
有多種表面處理標(biāo)準(zhǔn),到目前為此最常見的是 Ra 和 Rz。Ra 是給定樣品長(zhǎng)度上的粗糙度平均值,雖然很常見,但由于它是平均值,它確實(shí)有可能遺漏可能不符合 Ra 目標(biāo)精神的顯著劃痕。Rz 標(biāo)準(zhǔn)為過程提供了更好的整體粗糙度數(shù)據(jù),首先將樣本長(zhǎng)度分成較小的扇區(qū),然后對(duì)每個(gè)扇區(qū)進(jìn)行最壞情況的峰谷測(cè)量,然后顯示較小扇區(qū)組合值的平均值。表面處理標(biāo)準(zhǔn)本身就是一個(gè)詳細(xì)的主題。
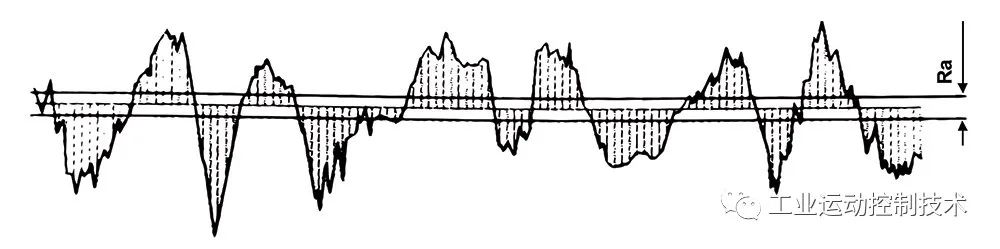
算術(shù)平均粗糙度值RA
粗糙度輪廓的總高度Rt、平均粗糙度深度Rz和最大粗糙度深度Rz1max
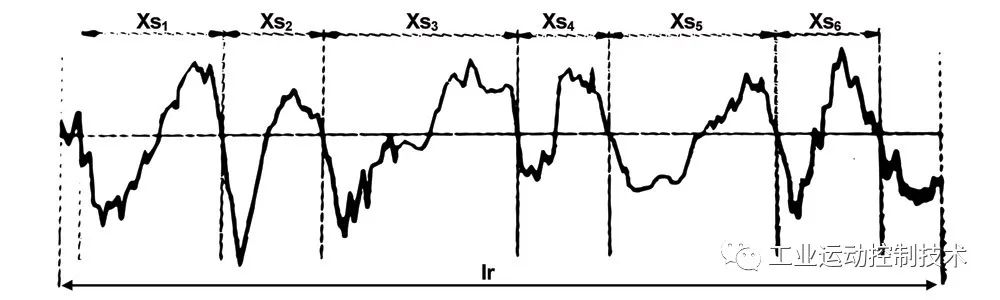
平均槽間距RSm是型材元素間距Xsi的平均值
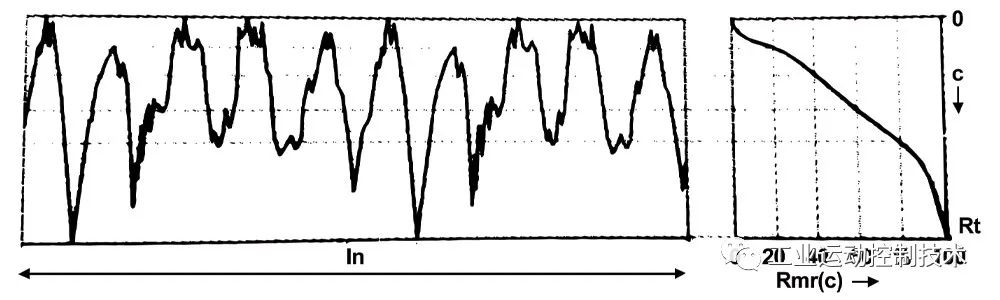
型材的材料成分曲線描繪了型材的材料成分Rmr(c)作為截面高度c(Abbott-Firestone Curve) 的函數(shù)
為什么表面處理很重要
由于許多不同的原因,需要定義組件的表面光潔度。最基本的是美學(xué),但表面光潔度也可以控制部分的磨損特性,表面保持潤(rùn)滑的能力兩個(gè)硬面產(chǎn)生良好的密封和許多其他重要目標(biāo)都取決于生成的表面光潔度。工程圖上的表面光潔度用勾號(hào)表示。這個(gè)符號(hào)表示所需的平整度 
以下是技術(shù)圖紙的摘錄,其中顯示了所需表面光潔度的示例
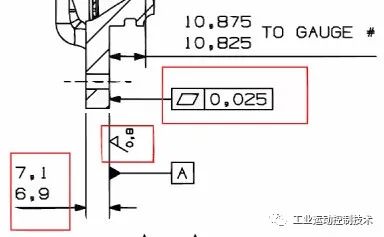
技術(shù)圖紙上表面光潔度的典型說(shuō)明:

符號(hào) A如何指定以 Ra 微米為單位的最大粗糙度值。
符號(hào) B如何指定最大和最小粗糙度值。
符號(hào) C如何指定最大粗糙度和精加工工藝。
如何測(cè)量表面光潔度
有兩種測(cè)量表面光潔度的方法。接觸式和非接觸式測(cè)量系統(tǒng)。接觸系統(tǒng)使用紅寶石球或金剛石觸針,考慮到表面上的波峰和波谷,它們以單一的短跡線穿過零件的表面。然后使用復(fù)雜的算法和公式將其轉(zhuǎn)換為表面光潔度數(shù)字。這是成本較低的方法,簡(jiǎn)單的手持工具價(jià)格合理。使用干涉儀等非接觸式系統(tǒng)時(shí),激光會(huì)從表面反射,從而提供表面的 三維渲染。這是一種更昂貴的解決方案,但確實(shí)考慮了被測(cè)量的整個(gè)表面,而不僅僅是單個(gè)跡線。這種類型的測(cè)量系統(tǒng)對(duì)于光學(xué)表面光潔度測(cè)量更為重要。對(duì)于大多數(shù)工程應(yīng)用,接觸系統(tǒng)是可以接受的。

-
控制系統(tǒng)
+關(guān)注
關(guān)注
41文章
6658瀏覽量
110885 -
表面處理
+關(guān)注
關(guān)注
3文章
91瀏覽量
11507
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
PLC控制系統(tǒng)故障怎么處理
氬離子拋光技術(shù)解析及其核心應(yīng)用功能

詳解14種常用產(chǎn)品表面處理工藝

晶圓單面拋光的裝置及方法

控制12寸再生晶圓雙面拋光平坦度的方法有哪些?
氬離子拋光技術(shù):揭示材料內(nèi)部結(jié)構(gòu)的精密樣品制備方法

機(jī)械拋光用的什么設(shè)備和輔助品
等離子拋光和電解拋光區(qū)別在哪
機(jī)械拋光和電解拋光的區(qū)別是什么
伺服控制系統(tǒng)的分類方式和常見伺服控制系統(tǒng)介紹

工業(yè)自動(dòng)化控制系統(tǒng)有哪些類型
開環(huán)控制系統(tǒng)與閉環(huán)控制系統(tǒng)的區(qū)別
常見的PCB表面處理復(fù)合工藝分享
如何選擇pcb表面處理方法






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論