 三坐標測量的基本步驟
三坐標測量的基本步驟
三坐標測量方法的步驟如下:
1、校驗測頭,將測頭的直徑誤差控制在-3個微米以內,形狀誤差控制在正負3個微米以內,進入測量模式畫面。
2、先測工件的一個平面,將這個平面設為一個基準平面A,再 測一條線,設為基準B,再測一個點作為基準C。
3、開始測工件所需尺寸,通過關系轉換可以得出結果,測量工件的外形尺寸,可以通過點與點之間的距離,在“構造”窗口里,選擇“構造-條線”按鈕來得出結果,因為線與線之間得不出這個結果。
 中圖儀器三坐標測量機
中圖儀器三坐標測量機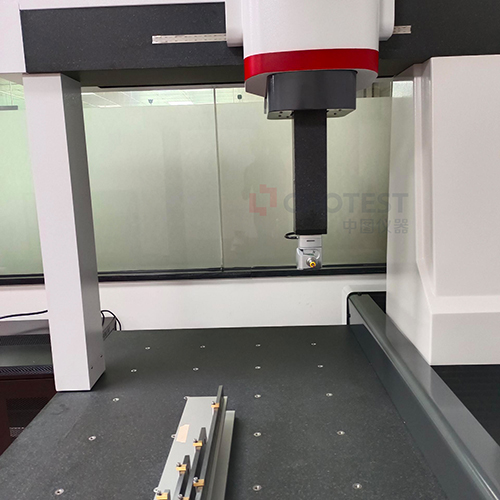
4、找基準原點C時,還可用工作分中的相交點作為C基準,這個方法是,先測工件的四條線,在“構造”窗口中,選擇“構造對稱線”按鈕,再選擇對稱兩條線之間的關系。
這兩條對稱線之間的中心線就出來了,另外兩條線方法一樣,完成之后,在“關系”里,選擇兩條中心線,交點會顯示出來,選這個交點作為基準 C。其中任意一條中心線還可以作為基準B。
5、查看形位公差,要注意先選基準再選被測。
6、孔的位置度,如果有配合的情況下選MMC最大實體,沒有配合的情況下選S獨立原則,在孔測完成之后,要輸入理論值(即名義值),也就是圖紙上要求的公差范圍,機器會自動算出合格與否。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
測量
+關注
關注
10文章
4938瀏覽量
111812 -
三坐標機
+關注
關注
0文章
166瀏覽量
8741 -
三坐標測量
+關注
關注
0文章
156瀏覽量
5806
發布評論請先 登錄
相關推薦


三坐標測量機的工作原理 三坐標測量機在質量控制中的應用
在現代工業生產中,產品質量的控制至關重要。三坐標測量機作為一種精密測量工具,能夠提供精確的幾何尺寸數據,對于確保產品質量和提高生產效率起著關鍵作用。 一、
復雜工件的高效測量方案:自動化三坐標測量與影像測量技術集成
在現代制造業的快速發展中,復雜工件的精密測量成為了質量控制的關鍵。隨著工業4.0的推進,自動化技術與精密測量設備的結合,為生產效率和產品質量的提升提供了新的解決方案。全自動化三坐標

三坐標測量機可以測量哪些材料?
三坐標測量機(CoordinateMeasuringMachine,CMM)是一種高精度的測量設備,它能夠測量各種不同材料制成的工件。
三坐標測量機的精度如何保證?
三坐標測量機(CoordinateMeasuringMachine,CMM)的精度保證涉及多個方面,包括機械設計、環境控制、校準、操作技巧、維護保養等:1、機械系統設計:三



三坐標測量儀三次元檢測設備的開啟步驟
三坐標測量儀三次元檢測設備的開啟步驟如下:01、至少提前24h打開空調,恒溫足夠時間后待實驗室溫度達到18-22攝氏度,濕度在40-60%之






 工商網監
工商網監
評論