 DIPIP在裝配產線中應用注意事項
DIPIP在裝配產線中應用注意事項
講座導語
DIPIPM是雙列直插型智能功率模塊的簡稱,由三菱電機于1997年正式推向市場,迄今已在家電、工業和汽車空調等領域獲得廣泛應用。本講座主要介紹DIPIPM的基礎、功能、應用和失效分析技巧,旨在幫助讀者全面了解并正確使用該產品。
3.7DIPIPM在裝配產線中應用注意事項
通過前幾期的技術講座,我們了解了DIPIPM在研發和實際應用中的評價。本節的主要內容是介紹DIPIPM在裝配產線中應用注意事項。
3.7.1DIPIPM在裝配產線中應用注意事項
為了更好地理解DIPIPM在裝配生產環節的注意事項,以降低DIPIPM在生產及市場的不良率,我們將從以下幾個方面就DIPIPM的裝配注意事項進行說明:1)運輸與儲存;2)裝配產線環境;3)靜電預防(ESD);4)焊接溫度控制;5)DIPIPM與PCB板之間的裝配;6)DIPIPM與散熱器之間的裝配。
1DIPIPM運輸和搬運
(1) 運輸中請按正確的方向放置包裝箱。倒置、傾斜放置或者使模塊承受不均勻應力,可能會引起引腳變形或者樹脂外殼的破損。
(2) 投擲、墜落包裝箱可能導致模塊損壞。
(3) 應注意在雨天或雪天運輸時不要弄濕包裝箱。浸濕包裝箱可能導致器件工作時被擊穿。
2儲存
推薦的模塊貯存溫度和濕度分別為5~35℃和45~75%,在與此溫度濕度差別極大的環境下存放可能會導致模塊的性能和可靠性降低。
DIPIPM長期(1年以上)存放時,請使之保持干燥。長期存放后使用時,請確認外觀沒有裂痕、污漬和銹蝕等。
3裝配產線環境
生產過程中要保證模塊和散熱器的安裝面以及硅脂的清潔,實際上需要保證生產線上與模塊安裝有關的環境的清潔,目的是避免任何雜質摻進模塊和散熱器之間而影響散熱效果。
在工業變頻器、空調生產中,通常都是在同一條生產線上完成模塊與PCB板的焊接以及與散熱器的安裝,以避免可能的在模塊連同PCB板(若焊接后不馬上將之與散熱器安裝)運輸過程中帶來的模塊安裝面被污染。
環境的溫度控制:20~28℃(24±4℃)
環境的濕度控制:40~70%(55±15%)
建議:建立獨立的控制板/控制器裝配車間
同時避免將模塊暴露在水、有機溶劑、腐蝕性氣體、爆炸性氣體、粉塵或腐蝕性藥劑中,因為這些環境可能導致嚴重問題。
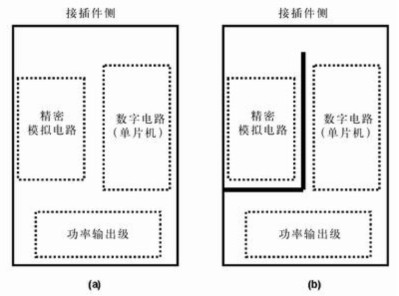
4靜電釋放(ESD)
DIPIPM模塊集成了控制IC和帶MOS柵極結構的功率芯片,應避免帶靜電的人體或紙箱或過大的電壓施加到DIPIPM的控制端子上,這有可能毀壞內部芯片。抗靜電的基本措施是盡量阻止靜電的產生以及盡快地將電荷釋放掉。下圖1是PCB產線比較完善的防靜電措施舉例。在使用DIPIPM時應注意的ESD問題總結如下:
(a) 關于設備和人體接地:
所有應用設備(包括測試儀器)應接地;
工作臺應鋪防靜電桌墊(導電毯)并接地;
操作人員應帶防靜電手套和防靜電環,穿防靜電服/防靜電鞋,它們均接地;
操作區地面應鋪設防靜電地墊(導電毯)并接地;
地線應采用兩條走線:一條為設備地線,另一條為人體地線;
建議對地線做定期檢查,建議定期對產線操作人員做身體帶靜電檢查。
(b) 對于運輸和儲存:
不要采用易產生靜電的容器。
(c) 其它:
在任何情況下(包括搬運、焊接等過程中)應避免裸手接觸模塊的端子,同時避免非工作人員接觸工作臺(DIPIPM模塊)。
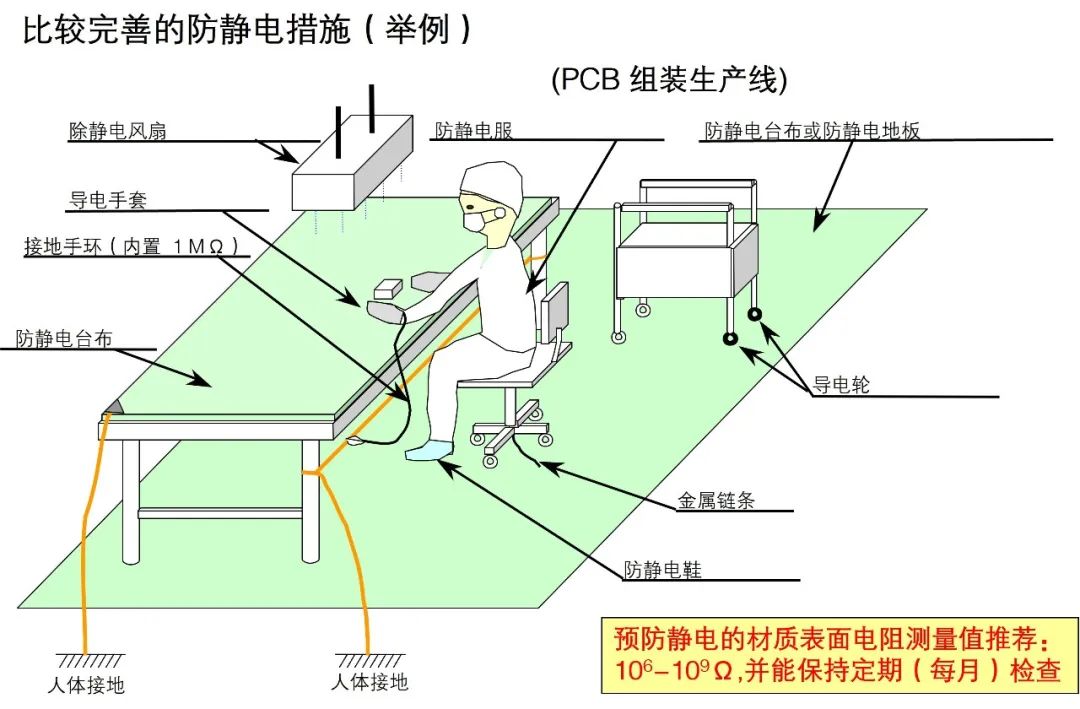
圖1 比較完善的防靜電措施(舉例)
5
DIPIPM與PCB板之間的裝配
通常有若干個功率器件要焊接到同一個PCB板且要安裝在同一個散熱器上。為避免模塊在安裝至散熱器時因承受機械應力不均而導致內部損傷,就需要在焊接模塊至PCB板時使DIPIPM和其它功率器件的基板表面處于同一水平面。這可以通過設計找平工裝來做到,更好的方法是采用支架來實現,如下圖2所示。
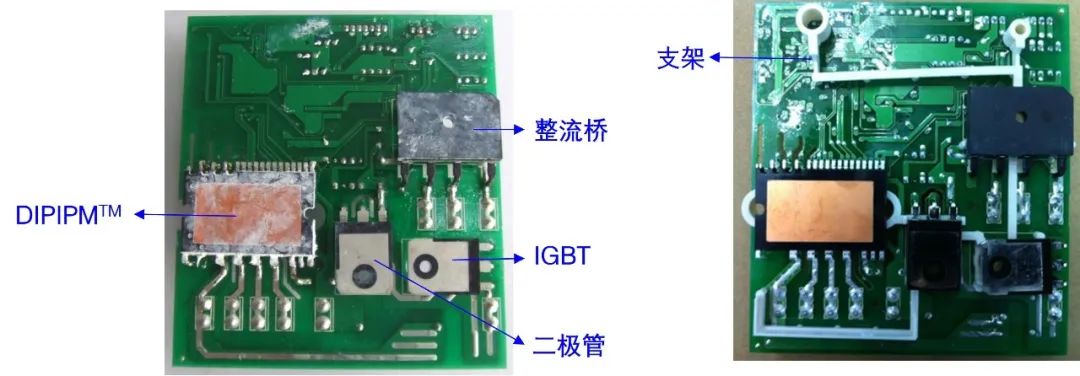
圖2 模塊、其它功率器件焊接至PCB板時的找平問題
當輸出至壓機的U/V/W接插件或者直流母線P/N接插件(例如采用#250接插件) 放在模塊附近時,產線操作人員在裝配有關導線時會施加較大的機械力于這些接插件上,它可能會導致模塊的管腳彎曲變形,從而影響到模塊管腳至散熱器的電氣距離,嚴重時可能導致不同管腳因都與散熱器接觸而誤連通。為解決此問題,一種方法是在PCB板與模塊之間加支架以確保模塊管腳不因機械應力而彎曲變形,另一種方法是采用直接焊接U/V/W導線(及P/N導線)的方式(即取消U/V/W接插件),而U/V/W導線與壓縮機的連接采用空中對接方式來進行。
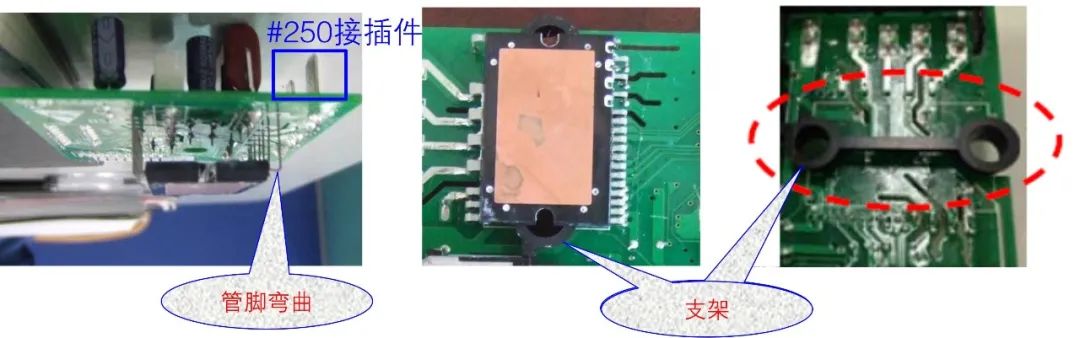
圖3 模塊的管腳因受到機械應力而彎曲示意圖
采用支架的方式既可解決模塊焊接時的找平問題,也可解決裝配U/V/W導線時模塊管腳的彎曲問題!
6焊接溫度控制
一般在DIPIPM的插件工序后,會采用手工焊接DIPIPM的四個邊角的管腳來使其DIPIPM固定,然后通過波峰焊焊接剩余的管腳。DIPIPM焊接控制溫度如下:
(1)可焊性:235±5℃,時間:5±0.5秒(注:遵循EIAJ ED-4701標準)。
(2)焊接溫度(波峰焊):260±5℃,時間:10±1秒(注:遵循EIAJ ED-4701標準)。
(3)手工焊接:
由于手工焊接時施加在DIPIPM上的溫度會隨著電烙鐵類型(瓦特數、焊接頭形狀等)以及PCB上的焊盤形狀的不同而不同,所以很難給出準確的手工焊接的焊接條件。
對于手工焊接,作為對溫度范圍的一般要求,考慮到模塊內部封裝樹脂的玻璃態轉化溫度(Tg)和內部硅片的耐熱能力,DIPIPM端子根部的溫度應保持在150℃以內。因此,在確定焊接的溫度范圍時,需要在實際PCB上檢查DIPIPM端子根部的溫度、可焊性等(推薦焊接時間越短越好)。
作為參考,下面給出了一個采用50瓦電烙鐵來進行手工焊接的評價例子。
[評價方法]
a. 樣品:第6代超小型DIPIPM。
b. 評價過程:將50瓦電烙鐵的烙鐵頭(溫度設置為350/400℃)放在端子上距端子頂部1mm以內的部位(選擇耐熱能力最弱的端子,如控制端子來做試驗),通過安裝在端子根部的熱電偶來測量端子根部的溫升,具體操作可參考下圖4?圖5,模塊端子實測溫度不應超過150℃。
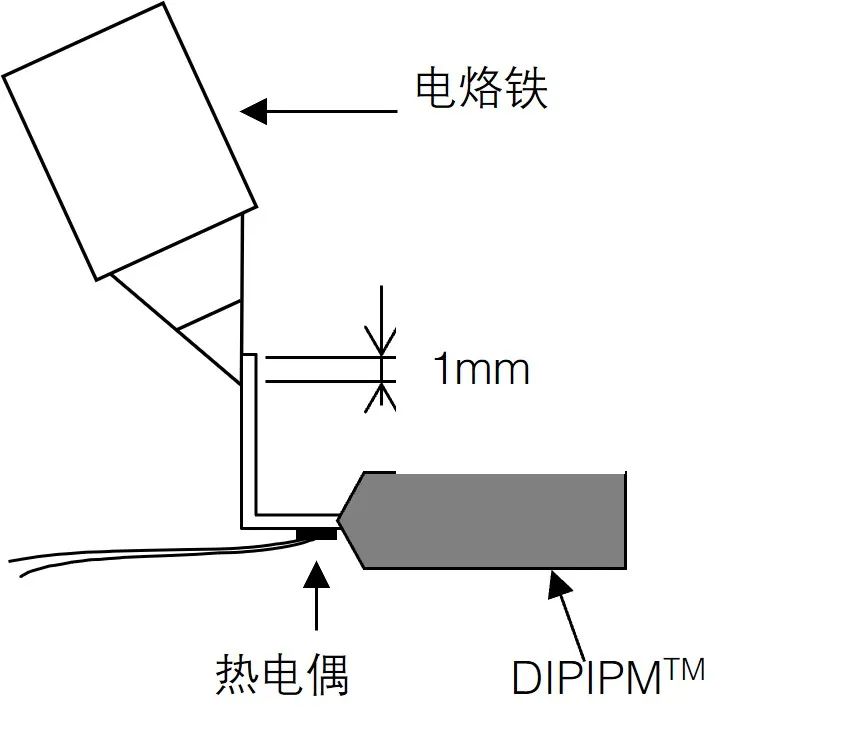
圖4 加熱和測量點
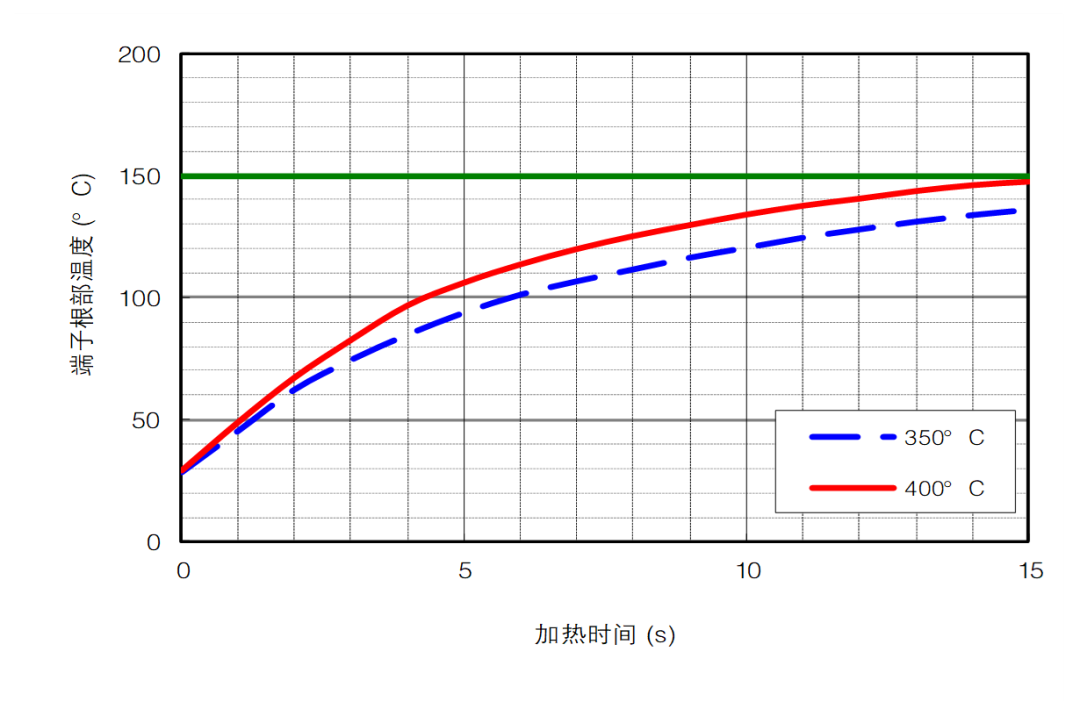
圖5 端子根部的溫度變化曲線(舉例)
7DIPIPM與散熱器之間的裝配
首先重點在于將模塊安裝至散熱器時應按照推薦的力矩和緊固方法進行,以避免模塊內部的絕緣(和連接)因機械應力而損傷。其次是按照推薦的厚度在模塊底表面(或散熱器表面)均勻地涂上性能可靠的硅脂,同時按推薦的表面平整度來選擇(或處理)散熱器。
在安裝時推薦采用二次緊固過程:
首先以正常安裝力矩(見圖7)的20%~30%來預固定,然后再以正常力矩進行永久固定,其過程示意如下。注意:緊固螺釘時推薦使用平墊圈(ISO7089-7094)。
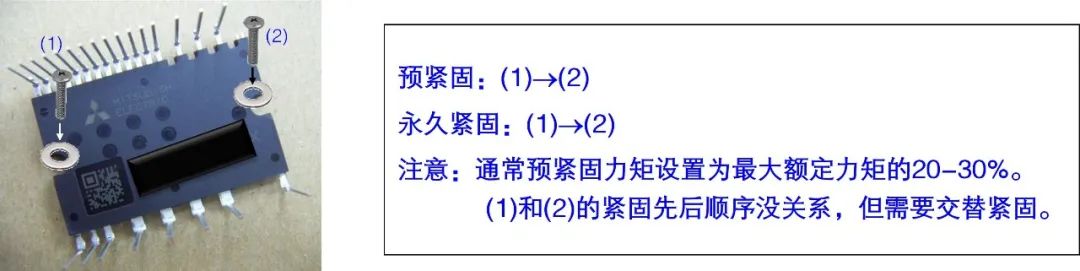
圖6 推薦的螺釘緊固順序
安裝力矩大小:為了保證安裝力矩在推薦的范圍內,推薦采用力矩扳手。注意:不同模塊對應的安裝力矩不一樣,下表為有關模塊的力矩推薦范圍(建議定期檢查力矩扳手的力矩)。
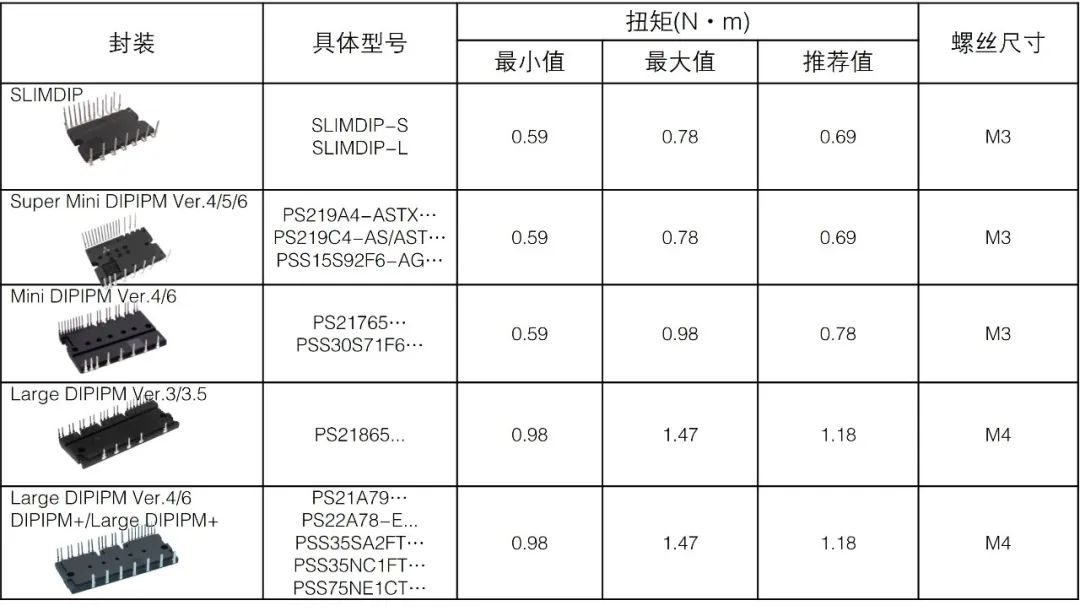
圖7 不同封裝模塊的力矩推薦范圍
導熱硅脂與散熱器:所采用的硅脂應具有良好而穩定的性能,在寬的工作溫度范圍內都能長久可靠地工作。推薦的硅脂厚度為100~200μm。硅脂應均勻地涂在模塊底表面(或散熱器表面)上。推薦的散熱器表面平整度為-50~+100μm,其表面光潔度應在Rz12以內,見下表1。

表1 超小型DIPIPIM安裝力矩和散熱器表面平整度規格
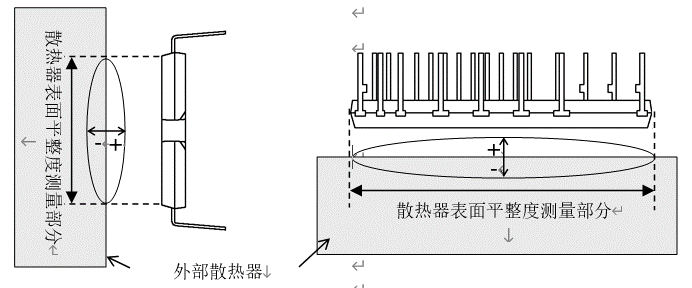
圖8 散熱器表面平整度測量位置
(注:截取于《第6代超小型DIPIPM應用手冊》)
涂硅脂和安裝散熱器的時候,注意不要讓空氣進入硅脂,否則在運行過程中可能會導致接觸熱阻變大或造成松動。建議用鋼網式工裝來涂抹硅脂,并保證硅脂厚度及涂抹均勻。鋼網厚度:100~200mm。推薦硅脂型號:信越硅脂(型號747, 熱阻0.9度/W)。下圖9是采用鋼網進行硅脂涂抹的例子。
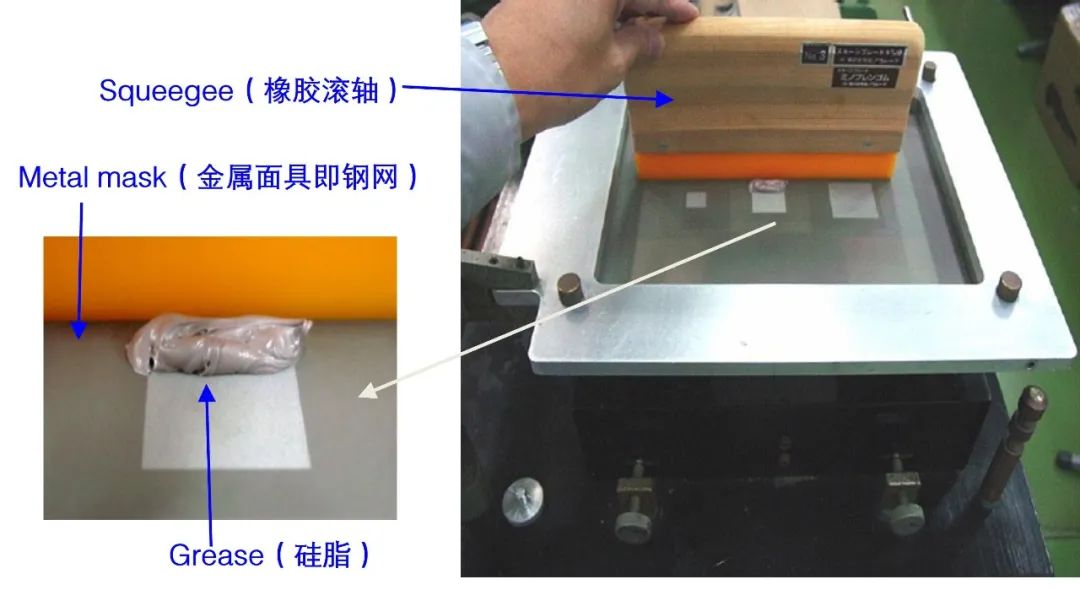
圖9 鋼網式工裝涂抹硅脂實例
建議采用鋼網式工裝并對安裝人員進行培訓。
8功能測試
功能測試中,最需要關注的是測試工裝端子連接的可靠性及工裝的放電。工裝放電的最優方式是功能測試完畢后工裝自身能自動放電,然后才顯示PASS,工人方可拔線;至少要在拔線前進行人工放電。如果不經過放電即拔插接線端子可能會導致DIPIPM因浪涌電壓過壓損壞。測試工裝的所有連接方式應采用可靠的插件連接,并進行定期檢查。下圖10是測試工裝的連線示意圖,不同線路的連接請務必保證可靠。
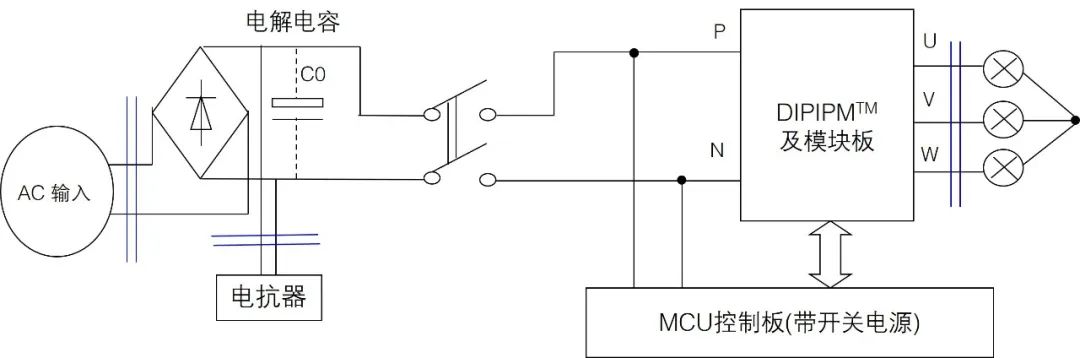
圖10 功能測試示意圖
9絕緣耐壓試驗
就空調行業來說,通常絕緣耐壓試驗是對空調整機來做的,所施加的絕緣電壓是1800Vrms (交流、正弦、1~2秒鐘),它等效于1500Vrms (交流、正弦、1分鐘),它是施加于短接的L/N與機殼之間。對于連接壓縮機的空調整機來說,應確保L/N是短接的,同時試驗儀器的地線應保證與真正的大地線可靠連接。
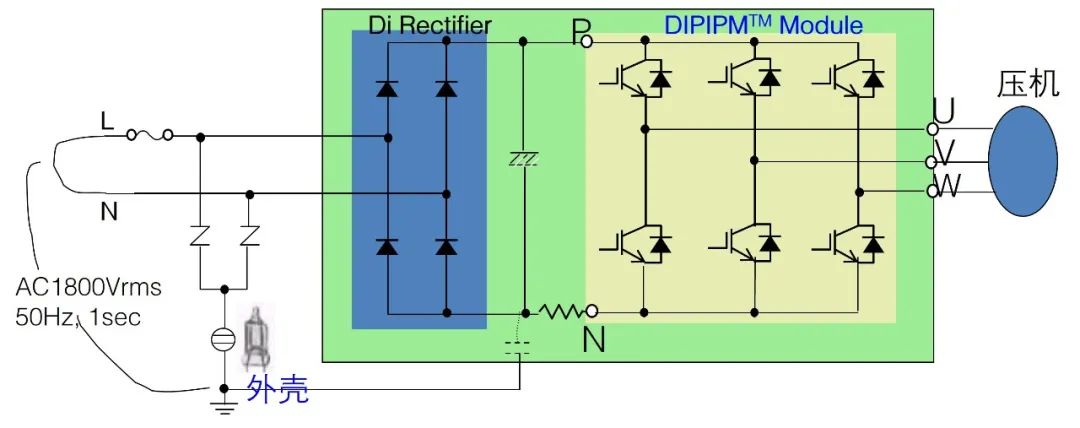
圖11 絕緣耐壓試驗示意圖
3.7.2DIPIPM在裝配產線中常見問題
1倉儲條件
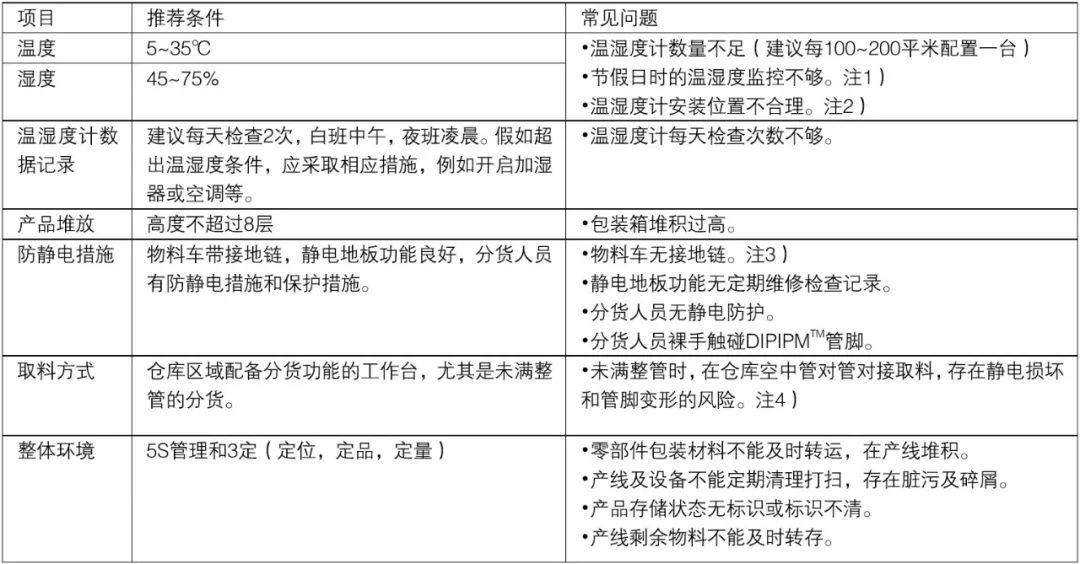
注:
工廠休假時(例如十一假期或春節假期),總電源是關閉的,無法控制溫濕度;
建議:① 假期值班人員對重點的電子物料倉庫,空調或除濕機也要持續巡檢和相應的應對措施。② 定期檢查倉庫溫濕度并定期記錄。
溫濕度計檢測探頭高度:建議1.5~1.8m最佳;并且均勻分布在倉庫中。
建議物料轉運車裝配接地鏈,并在其容易與器件發生接觸的部位增加防靜電措施,如靜電墊等。
為降靜電損壞風險,盡量采用整箱提取,在特定工作臺按需取件、剩余部分裝箱返回倉庫的方案。
2防靜電檢查項目
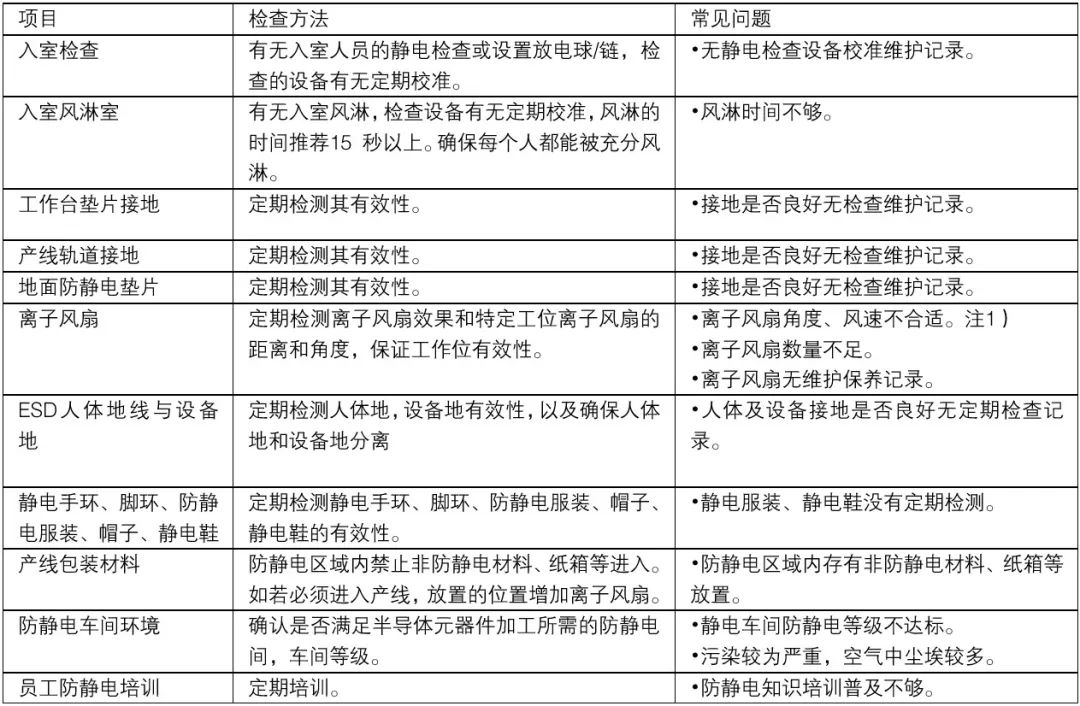
注:
例如插件工位上方的離子風扇離操作區遠(50cm以上),離子風扇沒有吹到插件操作和DIPIPM取件位置。
3安裝裝配
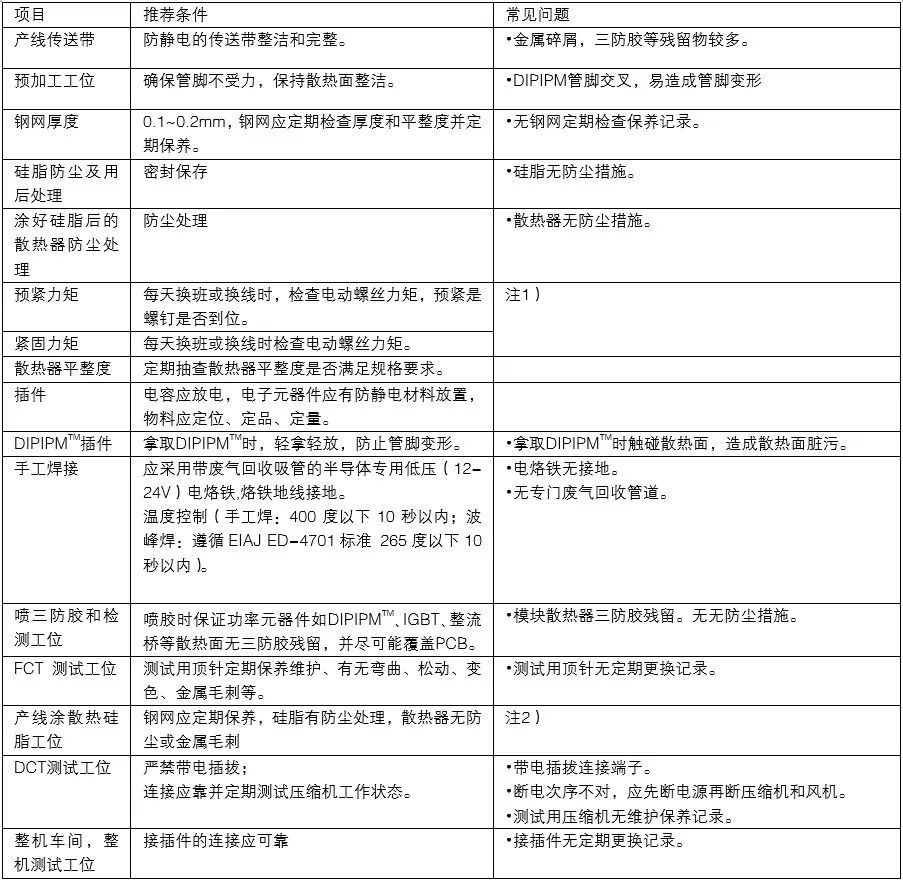
注:
建議每天至少檢查一次預緊、緊固的力矩;如生產不同型號的產品,需要進行不同的力矩設定,并做力矩檢查/校準。
確保模塊和散熱器之間沒有異物摻入和硅脂厚度均勻,避免影響散熱效果,主要包含以下方面:
確保硅脂的清潔,需要保證生產線上與模塊安裝有關的環境的清潔、避免雜質掉落在硅脂上。自動化設備在刷三防漆時,盡量避免將三防漆涂到模塊的散熱面上。避免助焊劑涂到模塊的散熱面上。避免金屬碎屑散落到模塊的散熱面上。建議員工刷硅脂時,最后拿開鋼刷位置,避開鋼網孔,用于保證硅脂厚度均勻。鋼網、鋼刷定期檢測;
自動化設備相關
①自動化剪腳機的應用建議:
剪腳機使用真空泵用于吸金屬碎屑,防止金屬碎屑混入插件現場;
剪腳后模塊的跌落速度較快,導致兩個模塊之間碰撞力度較大,建議使用機械臂水平推入到管子中。
②產線自動化翻板機:
建議翻板到預定位置后加緩沖措施;由于PCB翻板到預定位置后會震蕩2~3次,對PCB板產生力矩較大,易造成元器件碰撞損傷。
③ 產線自動化噴三防膠機器:
建議定期檢測噴膠口和定位以及氣動開關,防止三防膠滴到功率模塊的散熱器上。
④自動化打螺釘機器
建議定期檢測力矩和螺釘定位以及螺絲刀;防止出現定位不準的現象和金屬碎屑。
本講總結
本節主要介紹了DIPIPM在裝配產線中使用注意事項。主要包含1)運輸與儲存;2)裝配產線環境;3)靜電預防(ESD);4)焊接溫度控制;5)DIPIPM與PCB板之間的裝配;6)DIPIPM與散熱器之間的裝配。全面良好的裝配和產線管理是DIPIPM乃至整個功率變換裝置可靠運行的基石。
主要術語說明:
1: DIPIPM→雙列直插式智能功率模塊(Dual-in-line Intelligent Power Module);
2: DIPIPM、SLIMDIP及DIPIPM+均為三菱電機株式會社注冊商標。
關于三菱電機
三菱電機創立于1921年,是全球知名的綜合性企業。在2022年《財富》世界500強排名中,位列351名。截止2022年3月31日的財年,集團營收44768億日元(約合美元332億)。作為一家技術主導型企業,三菱電機擁有多項專利技術,并憑借強大的技術實力和良好的企業信譽在全球的電力設備、通信設備、工業自動化、電子元器件、家電等市場占據重要地位。尤其在電子元器件市場,三菱電機從事開發和生產半導體已有60余年。其半導體產品更是在變頻家電、軌道牽引、工業與新能源、電動汽車、模擬/數字通訊以及有線/無線通訊等領域得到了廣泛的應用。
審核編輯:湯梓紅
-
PCB板
+關注
關注
27文章
1450瀏覽量
51960 -
控制器
+關注
關注
112文章
16447瀏覽量
179462 -
散熱器
+關注
關注
2文章
1057瀏覽量
37766 -
焊接
+關注
關注
38文章
3229瀏覽量
60121 -
三菱電機
+關注
關注
0文章
184瀏覽量
20711
原文標題:第15講:DIPIPM?在裝配產線中應用注意事項
文章出處:【微信號:三菱電機半導體,微信公眾號:三菱電機半導體】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
液晶模塊的操作注意事項及儲存條件
膽機使用的注意事項
HDMI在TV應用中的注意事項
倍速鏈裝配線使用注意事項

SMT貼片加工制程與注意事項
芯片金線包封膠的使用注意事項是什么?






 工商網監
工商網監
評論