") CRT-通用3-6軸MF系列多功能運(yùn)動控制系統(tǒng)示教編輯案例
CRT-通用3-6軸MF系列多功能運(yùn)動控制系統(tǒng)示教編輯案例
CRT-DMC600MF系列運(yùn)動控制系統(tǒng)主要為3至6軸,示教系統(tǒng)主要由運(yùn)動控制器和手持盒(Leader30ST)兩個部分組成。Leader30ST 手持盒,為手持控制端,通過標(biāo)準(zhǔn) Modbus 協(xié)議與控制器進(jìn)行實(shí)時通訊。手持盒采用工藝文件與坐標(biāo)信息采集分離式設(shè)計(jì),使示教編程更加方便快捷。工藝文件除實(shí)現(xiàn)電機(jī)基本運(yùn)動控制(多軸直線插補(bǔ)、圓弧插補(bǔ)、圓弧與插補(bǔ)聯(lián)動)外,更可進(jìn)行復(fù)雜的邏輯及運(yùn)算功能。
移動例程(3軸為例,6軸編輯一樣的 )
例程要求:如圖 1 所示:(1)移動到“點(diǎn) 1”,打開輸出“OT0”,延時 2000ms,關(guān)閉輸出“OT0”;(2)移動到“點(diǎn) 2”,打開輸出“OT1”,延時 2000ms,關(guān)閉輸出“OT1”;(3)移動到“點(diǎn) 3”,打開輸出“OT2”,延時 2000ms,關(guān)閉輸出“OT2”。
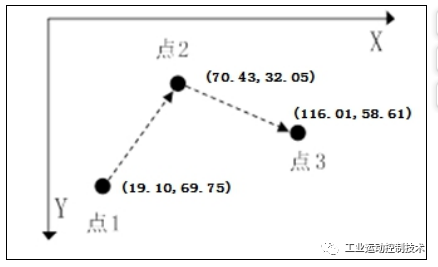
圖 1
操作步驟如下:
1. 開機(jī):上電開機(jī)后畫面如圖2 所示。
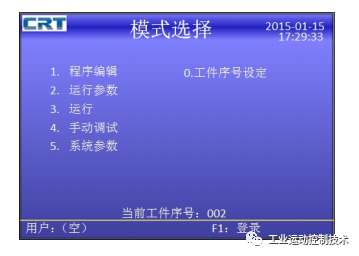
圖2
2. 登錄:在“模式選擇”界面下按“F1”,彈出“用戶登錄”窗口,按“↑”和“↓”鍵,選擇“用戶名”,選中之后按“確定”鍵確認(rèn),輸入密碼,按“確定”鍵確認(rèn),登錄成功后在最下排會顯示“用戶名”,如圖3所示。
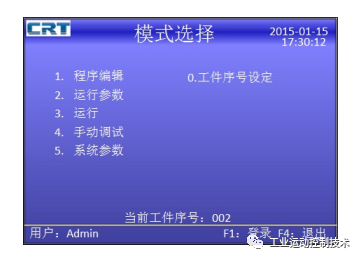
圖3
3. 輸入工件序號:在“模式選擇”界面下按“0”后,彈出“請輸入工件序號”窗口,以本例 2 號加工文件為例,在窗口中輸入“2”,按“確定”鍵確認(rèn)。
4. 進(jìn)入主程序編輯:在“模式選擇”界面下按“1”后,彈出“編輯選擇”窗口,選中“主程序編輯”,按“確定”鍵進(jìn)入“工藝程序”界面,如圖4 所示。

圖4
5. 設(shè)計(jì)工藝流程:根據(jù)例程要求設(shè)定工藝流程為(1)移動到點(diǎn) 1;(2)打開輸出 OT0 并延時 2000ms;(3)移動到點(diǎn) 2;(4)打開輸出 OT1 并延時 2000ms;(5)移動到點(diǎn) 3;(6)打開輸出 OT2 并延時 2000ms;(7)結(jié)束。
6. 編輯工藝程序 1:選中第 1 個圖元的功能欄,按“確定”鍵,彈出二級對話框,移動光標(biāo)選中“1.移動”,按“確定”鍵進(jìn)入三級對話框,選中“1.移動 MOVE”,按“確定”鍵確認(rèn),會在其后面自動生成相應(yīng)的參數(shù),第 1 個圖元編輯完畢,如圖5 所示。

圖5
7. 編輯工藝程序 2:移動光標(biāo)選定第 2 個圖元的功能欄,按“確定”鍵進(jìn)入二級對話框,選中“2.輸出延時”,按“確定”鍵進(jìn)入三級對話框,選中“1.輸出 B”,按“確定”鍵確認(rèn),修改圖元參數(shù)如圖6 所示,第 2 個圖元編輯完畢。

圖6
8. 編輯工藝程序 3:移動光標(biāo)選定第 3 個圖元的功能欄,按“確定”鍵進(jìn)入二級對話框,選中“2.輸出延時”,按“確定”鍵進(jìn)入三級對話框,選中“1.輸出 B”,按“確定”鍵確認(rèn),修改圖元參數(shù)如圖7 所示,至此,第一個點(diǎn)的動作編輯完畢。

圖7
9. 編輯工藝程序 4:與第一個點(diǎn)一樣,編輯之后的兩個點(diǎn)的工藝程序,編輯后如圖8 所示。
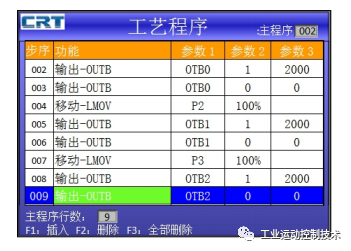
圖8
10. 編輯工藝程序 5:移動光標(biāo)選定第 10 個圖元的功能欄,按“確定”鍵進(jìn)入二級對話框,選中“6.結(jié)束”,按“確定”鍵確認(rèn),修改圖元參數(shù)如圖9 所示,工藝程序編輯完畢。
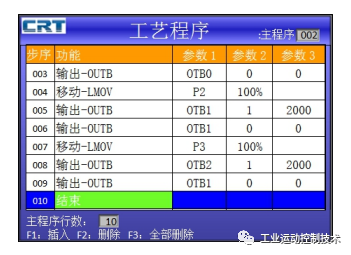
圖9
11. 進(jìn)入軌跡采集:按“返回”鍵,回到“編輯選擇”窗口,選中“軌跡采集”,按“確定”鍵進(jìn)入“點(diǎn)信息采集”界面,如圖10 所示。

圖10
12. 軌跡采集 1:按各軸的“運(yùn)動方向控制”鍵運(yùn)動到點(diǎn) 1 的位置,按“Go”鍵記錄點(diǎn) 1 的坐標(biāo)信息,如圖11 所示(注意:保存坐標(biāo)的時候務(wù)必確保坐標(biāo)在原點(diǎn)的位置為(0.00,0.00,0.00),如此記錄的坐標(biāo)才是真實(shí)有效的數(shù)據(jù))。

圖11
13. 軌跡采集 2:跟上面的方法一樣,分別記錄點(diǎn) 2 和點(diǎn) 3 的坐標(biāo)信息,如圖 12 所示,按“返回”鍵返回上一級的菜單(“編輯選擇”界面)就可以對數(shù)據(jù)進(jìn)行保存。

圖12
14. 運(yùn)行驗(yàn)證:返回到“模式選擇”界面,按“3”進(jìn)入“運(yùn)行模式”界面,按“F1”運(yùn)行,然后按控制器上連接的運(yùn)行按鈕(注意:運(yùn)行前先要確保“各軸系數(shù)”和“運(yùn)行速度”已經(jīng)設(shè)置,且在合理的范圍內(nèi)),可以看到系統(tǒng)依次加工所編輯的三個點(diǎn)。說明:以上步驟中 1~4、11、13~14 為示教編輯的一般性通用步驟。
-
控制器
+關(guān)注
關(guān)注
112文章
16445瀏覽量
179451 -
控制系統(tǒng)
+關(guān)注
關(guān)注
41文章
6658瀏覽量
110886 -
MODBUS
+關(guān)注
關(guān)注
28文章
1820瀏覽量
77310
發(fā)布評論請先 登錄
相關(guān)推薦
CRT激光焊接示教系統(tǒng)功能詳解及應(yīng)用場景與效益分析


什么是拖動示教?機(jī)器人拖動示教方式分析

基于導(dǎo)納控制的機(jī)器人拖動示教原理和實(shí)現(xiàn)步驟
工業(yè)機(jī)器人示教器按鈕功能介紹
VPLC系列機(jī)器視覺運(yùn)動控制一體機(jī)在五軸聯(lián)動點(diǎn)膠上的應(yīng)用
機(jī)器視覺控制軸運(yùn)動原理是什么?
機(jī)器視覺控制軸運(yùn)動原理是什么
運(yùn)動控制系統(tǒng)由什么組成
機(jī)械運(yùn)動控制系統(tǒng)的組成和應(yīng)用
基于S3C2440和專用DSP的嵌入式四軸運(yùn)動控制器
機(jī)器視覺運(yùn)動控制一體機(jī)在喇叭跟隨點(diǎn)膠上的應(yīng)用
工業(yè)機(jī)器人示教器可以通用嗎?給你5點(diǎn)建議
激光焊接手持盒示教系統(tǒng)和激光焊接電腦操作系統(tǒng),哪個更好用?






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論