") 電子玻璃激光加工類型及原理
電子玻璃激光加工類型及原理
電子玻璃激光加工方式
主要有:激光切割、鉆孔、標(biāo)記、炫彩、焊接幾種,其中電子玻璃生產(chǎn)過(guò)程中,原片階段應(yīng)用較少。本文也主要從電子玻璃深加工階段去講解激光應(yīng)用。
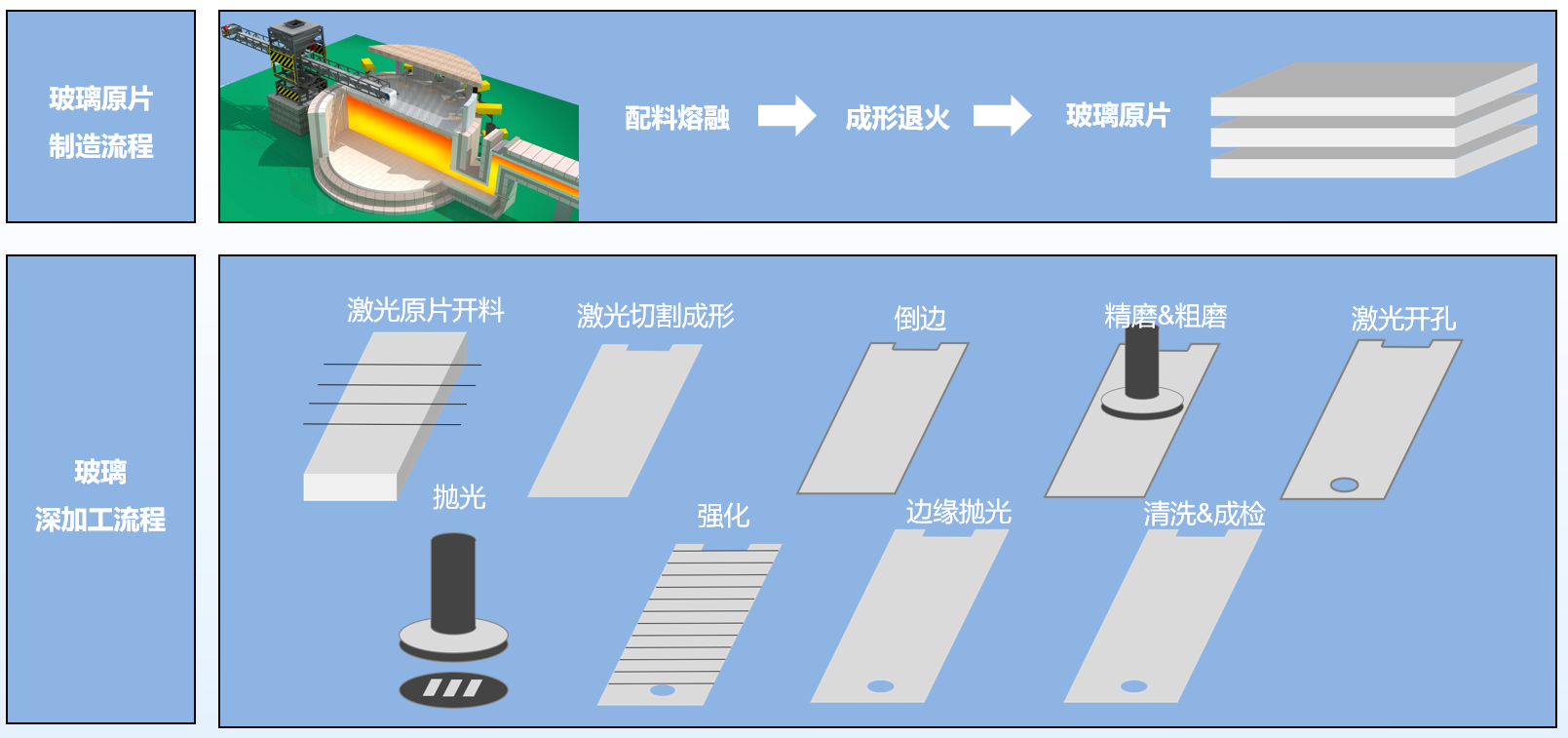 電子玻璃的制造流程
電子玻璃的制造流程在電子玻璃深加工行業(yè)常用加工方式有機(jī)械加工與激光加工,激光加工在加工精度品質(zhì)、成本耗材都具有優(yōu)勢(shì)。
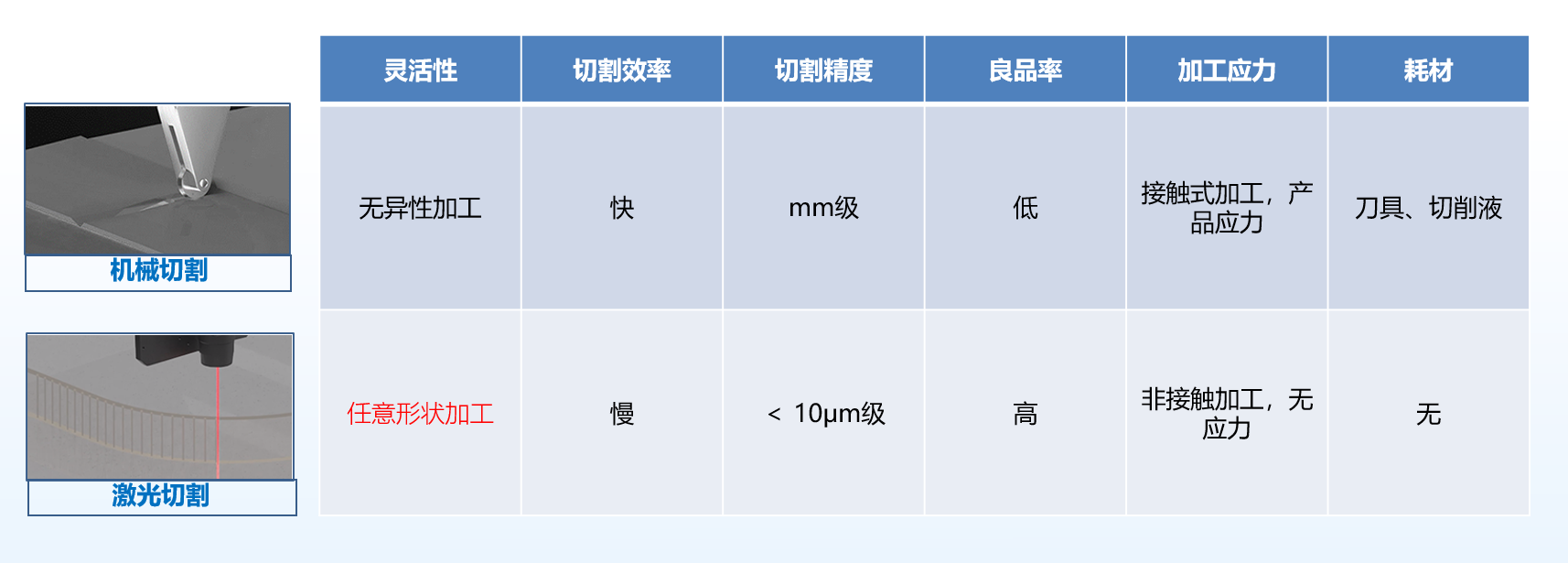 玻璃激光加工&機(jī)械加工對(duì)比
玻璃激光加工&機(jī)械加工對(duì)比玻璃激光切割原理:
采用貝塞爾聚焦頭加工,通過(guò)貝塞爾光束產(chǎn)生高峰值功率、高峰值功 率密度激光,在玻璃內(nèi)部聚焦,瞬間氣化該區(qū)域材料產(chǎn)生一個(gè)氣化帶, 迅速向上下兩表面擴(kuò)散形成裂孔。由無(wú)數(shù)細(xì)小孔點(diǎn)組成切割截面,通 過(guò)外部應(yīng)力斷裂實(shí)現(xiàn)切割。
 玻璃切割原理
玻璃切割原理玻璃激光切割適用:
光伏壓延玻璃、茶色玻璃、微晶玻璃、常規(guī)鈣鈉玻璃、高硼硅玻璃等,但對(duì)石英玻璃的切割有厚度限制(主要裂片困難)。切割厚度單刀6mm,可多次疊加36mm,切割效率200-300mm/s,切割崩邊量< 10μm,肉眼不可見,μm級(jí)。
 玻璃切割其他應(yīng)用
玻璃切割其他應(yīng)用玻璃激光鉆孔原理:
激光玻璃鉆孔是將光束聚焦成脈沖能量,利用單個(gè)脈沖對(duì)玻璃材料逐 點(diǎn)去除。加工中通過(guò)振鏡控制,激光焦點(diǎn)按照預(yù)定設(shè)計(jì)的路徑在玻璃 上快速掃描移動(dòng),實(shí)現(xiàn)玻璃材料的去除。加工線程由下螺旋至上加工, 激光穿過(guò)材料聚焦于材料下表面,由底部開始一層一層的將材料向上 去除,直至激光將材料鉆穿 / 切穿。
 玻璃鉆孔原理
玻璃鉆孔原理玻璃激光鉆孔適用于:
光伏玻璃鉆孔、電子玻璃鉆孔、微晶玻璃鉆孔、微孔&錐度鉆孔、搭配外控旋轉(zhuǎn)軸還可適用于玻璃管的鉆孔。孔徑0-60mm,可搭配大幅面運(yùn)動(dòng)控制,實(shí)現(xiàn)更大 孔徑,厚度0-12mm鉆孔,崩邊量<250 μm 肉眼不可見。
 其他玻璃鉆孔應(yīng)用
其他玻璃鉆孔應(yīng)用玻璃激光標(biāo)記原理:
普通激光標(biāo)記(打灰/磨砂):激光聚焦點(diǎn)的激光能量密度大于使玻璃破壞的臨界值(損傷閾值)時(shí)進(jìn)行圖形文字的刻蝕,激光打標(biāo)在展示效果上常規(guī)是打灰,呈現(xiàn)出一種磨砂狀態(tài)。
激光玻璃打黑:將玻璃下方放置一塊不銹鋼,使其保持緊密連接,將激光聚焦到兩者交界面處,激光對(duì)不銹鋼產(chǎn)生燒蝕,接觸面瞬時(shí)高溫高壓,使得不銹鋼碳墨顆粒從表秒脫離,并附著于玻璃表面,實(shí)現(xiàn)黑色標(biāo)記。
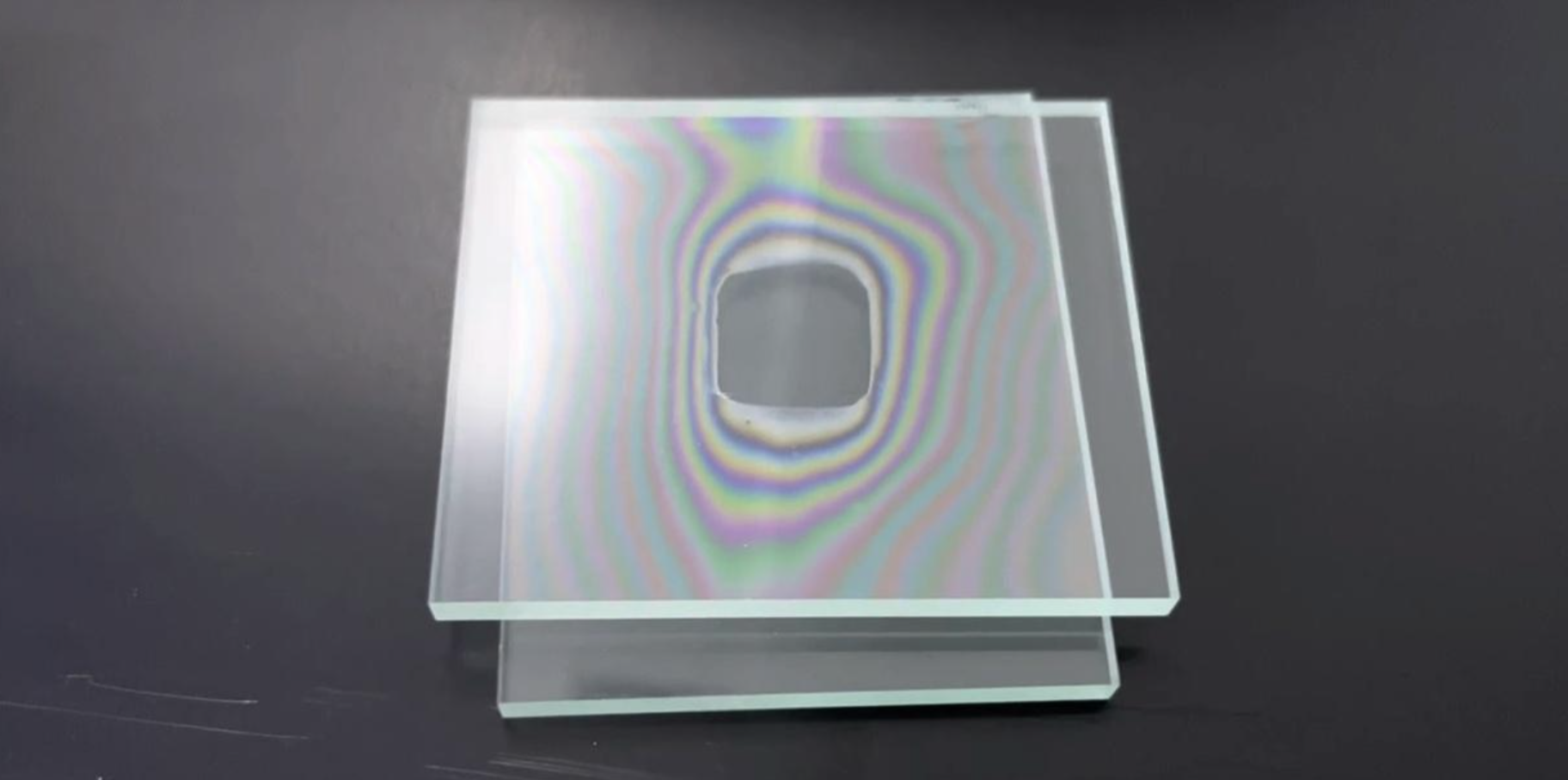
激光玻璃炫彩:玻璃內(nèi)部分層改變折射率,形成類光柵結(jié)構(gòu),在透明硬脆材料內(nèi)部炫彩標(biāo)記。
玻璃USP激光焊接原理:
玻璃在紅外線中是透明的,因此聚焦的激光束可以直接穿過(guò)它,直到聚焦光束變窄并變得集中以致觸發(fā)“非線性吸收”。這種“非線性吸收”只會(huì)發(fā)生在具備高峰值功率的超短脈沖激光中,而無(wú)法使用其他類型的激光來(lái)完成同樣的事情。在激光束焦點(diǎn)周圍非常小的區(qū)域(通常直徑小于幾十微米)內(nèi),玻璃吸收激光并迅速熔化。該聚焦光束沿著所需的焊接路徑進(jìn)行掃描,以完成鍵合,就像其他形式的激光焊接一樣。
 玻璃焊接應(yīng)用
玻璃焊接應(yīng)用目前玻璃焊接工藝,尚未完全成熟或量產(chǎn),由于玻璃的導(dǎo)熱性、及熱形變性,導(dǎo)致在激光加工過(guò)程中,熱量無(wú)法有效擴(kuò)散,從而引起熱型變,最終導(dǎo)致焊接縫隙變化或擴(kuò)大,大大降低焊接良品率,目前Huaray也在該方面做探討研究。
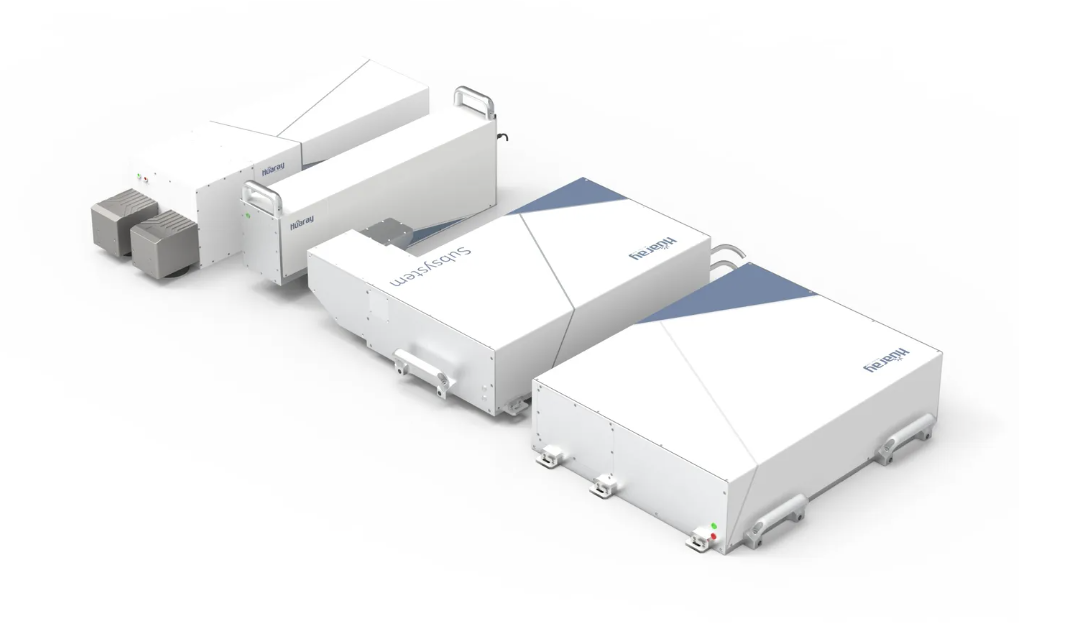
玻璃激光加工解決方案:
目前國(guó)內(nèi)激光器公司華日,已針對(duì)玻璃激光加工市場(chǎng),推出Sub System系列產(chǎn)品。
 電子玻璃激光加工方案
電子玻璃激光加工方案 -
機(jī)械
+關(guān)注
關(guān)注
8文章
1619瀏覽量
40776 -
激光加工
+關(guān)注
關(guān)注
0文章
89瀏覽量
11788 -
激光切割
+關(guān)注
關(guān)注
2文章
221瀏覽量
12936
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
激光自身空間維度加工系統(tǒng)綜述

SMT貼片加工精度全解析:類型、作用與提升方法
激光切割儀數(shù)據(jù)采集到MES平臺(tái)解決方案
金剛石遇上激光:不同激光類型加工效果大揭秘

電子科普!什么是激光二極管(半導(dǎo)體激光器)
最新2024年全球激光加工市場(chǎng)規(guī)模將增至240.2億美元
全球激光加工市場(chǎng)分析
精密制造,光纖激光打標(biāo)機(jī)在電子通訊行業(yè)的深度實(shí)踐

激光切割屬于哪種加工方式
利用貝塞爾光束、超短雙脈沖激光和選擇性化學(xué)蝕刻研究玻璃通孔(TGV)
絲桿軸承位激光熔覆加工

深圳恒興隆機(jī)電|高光玻璃電主軸:高效精密加工的新選擇...
研究人員發(fā)現(xiàn)提高激光加工分辨率的新方法
激光焊接機(jī)手持式:無(wú)所不能的加工神器





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論