") AR/VR眼鏡塑膠鏡片注塑成型的基本流程
AR/VR眼鏡塑膠鏡片注塑成型的基本流程
AR/VR眼鏡光學(xué)元件中,不易碎裂和輕巧的塑料是重要的光學(xué)原材料之一。塑料光學(xué)元件的注塑要求精密度很高,成型是塑料鏡片制造中重要的一步,成型件的精度一部分取決于產(chǎn)品形狀設(shè)計(jì)和模具,另一部分取決于成型過(guò)程中的參數(shù)調(diào)節(jié)。鏡片成型設(shè)備一般采用螺桿式注塑機(jī),本文主要介紹注塑成型流程及AR/VR鏡片注塑機(jī)供應(yīng)商。
注塑成型基本流程包括原料處理、合模、注射、V/P轉(zhuǎn)換、保壓、冷卻、開模、制品取出、剪切、檢測(cè)等步驟。
1. 塑料原材料干燥
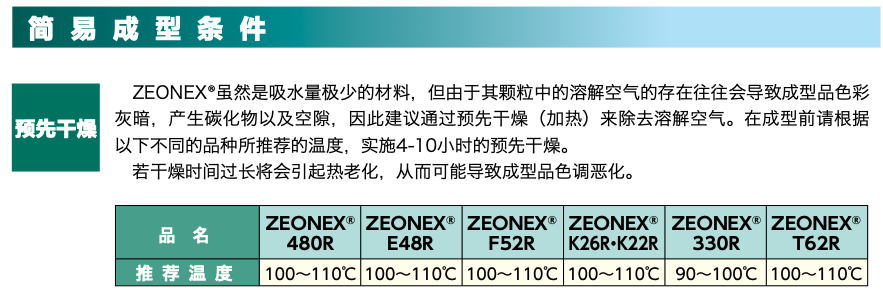
塑料原材料是需要干燥后才能進(jìn)入注塑流程的,如下圖Zeonex的說(shuō)明所列,需要通過(guò)預(yù)先干燥4-10小時(shí)去除溶解的空氣中的水分以防止成品顏色灰暗,產(chǎn)生碳化物及空隙。
2. 注塑氮?dú)獗Wo(hù)
進(jìn)行注塑成型的時(shí)候,要進(jìn)行氮?dú)獗Wo(hù)以防止出現(xiàn)碳化,燒焦,變色等情況。
3.合模
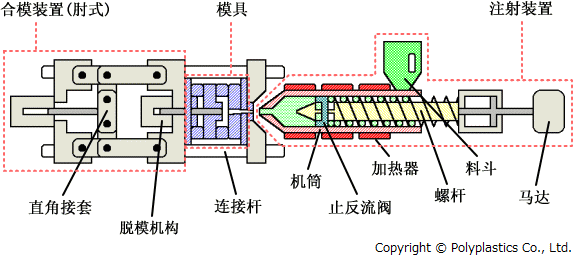
模具閉合,模具的可動(dòng)側(cè)由注塑機(jī)帶動(dòng)和固定側(cè)鎖閉。注塑成型機(jī)的鎖閉機(jī)構(gòu),控制機(jī)構(gòu),模具機(jī)座結(jié)構(gòu)都會(huì)對(duì)塑膠鏡片的制造精度產(chǎn)生影響。
4.注射,V/P轉(zhuǎn)換及保壓
料筒中的塑料顆粒進(jìn)入螺桿,螺桿旋轉(zhuǎn)把所料顆粒前送,隨著塑料顆粒經(jīng)過(guò)加熱段,逐漸變成熔融態(tài),被推入最前射出段,整個(gè)螺桿前送,推送最前端的塑料進(jìn)入模具(此時(shí)料筒停止供料),而后螺桿后退,螺桿旋轉(zhuǎn)準(zhǔn)備再次送料。這個(gè)步驟看起來(lái)簡(jiǎn)單,但是其實(shí)包含了幾個(gè)分解步驟,而且也是成型參數(shù)中最重要的部分。其中有注射階段,V/P轉(zhuǎn)換階段和保壓階段。一般使用壓力,速度曲線來(lái)描述這一過(guò)程。同時(shí),成型機(jī)上對(duì)于不同的步驟都可以進(jìn)行分別的設(shè)置。
注射
注射過(guò)程指的是螺桿前推把熔融塑料推入模具的過(guò)程,該過(guò)程不是以一個(gè)固定速度進(jìn)行的,而是分幾個(gè)步驟,在不同階段使用不同的注射速度完成對(duì)模具型腔的填充。
V/P轉(zhuǎn)換(Velocity/Pressure Switch)
前面的注塑流程上主要負(fù)責(zé)把塑料注入模具型腔,填充滿。在這個(gè)過(guò)程中,螺桿的運(yùn)動(dòng)主要是通過(guò)控制前進(jìn)速度來(lái)完成,當(dāng)模具型腔快要填滿時(shí),就需要開始控制型腔內(nèi)塑料的壓力,要防止壓力太大造成飛邊,內(nèi)應(yīng)力過(guò)高等問(wèn)題。這時(shí),螺桿的運(yùn)動(dòng)就由流動(dòng)速率控制轉(zhuǎn)換到壓力控制,這個(gè)轉(zhuǎn)化點(diǎn)被稱為保壓切換控制點(diǎn),既V/P轉(zhuǎn)換點(diǎn)。切換方式一般有三種,為壓力切換,時(shí)間切換和位置切換。壓力切換就是當(dāng)機(jī)器檢測(cè)到射出壓力達(dá)到設(shè)定壓力時(shí),轉(zhuǎn)換為壓力傳感器控制螺桿運(yùn)動(dòng);位置切換為當(dāng)螺桿運(yùn)動(dòng)到某一設(shè)定位置時(shí),轉(zhuǎn)換為壓力控制傳感器控制螺桿運(yùn)動(dòng);時(shí)間切換為當(dāng)注射開始一段特定的時(shí)間后,轉(zhuǎn)換為壓力控制傳感器控制螺桿運(yùn)動(dòng)。
保壓
V/P轉(zhuǎn)換后,螺桿會(huì)通過(guò)繼續(xù)前移,填充滿模具并達(dá)到一個(gè)設(shè)定的保壓壓力。
5.冷卻
產(chǎn)品在模具中冷卻,直至達(dá)到設(shè)計(jì)的冷卻時(shí)間。冷卻時(shí)間是決定注塑生產(chǎn)效率的重要參數(shù)。
6.開模,制品頂出及取出
模具打開,制品被頂出,然后被機(jī)械臂取出。模具合模進(jìn)行下一次注塑。
7.剪切
被機(jī)械臂取出的多穴鏡片會(huì)放置在剪切機(jī)上,由熱刀和流道分離,并自動(dòng)化裝盤。
8.烘烤
鏡片剪切裝入鏡片托盤后,為了進(jìn)一步降低內(nèi)應(yīng)力,優(yōu)化鏡片的性能(MTF及信賴性),會(huì)進(jìn)行烘烤。烘烤的實(shí)現(xiàn)主要是把鏡片放置入特定溫度的烤箱中一定時(shí)間自然冷卻或者控制溫度逐漸降低退火。比如放置入75℃-95℃的烤箱中3-5小時(shí),然后自然冷卻。
9.成型后的檢測(cè)
成型后剪切下來(lái)的鏡片會(huì)進(jìn)行各種參數(shù)的測(cè)定,其中包括面型,偏心,應(yīng)力雙折射,透過(guò)率,外觀等。
注塑機(jī)供應(yīng)廠家
住友
Sumitomo (SHI) Demag塑料機(jī)械有限公司是全球最大的塑料加工注塑機(jī)制造商之一。隸屬于住友重機(jī)械的塑膠機(jī)械事業(yè)部1980年開始銷售自主開發(fā)機(jī)型SG系列,1990年開始銷售全電動(dòng)注塑機(jī)SE系列,在行業(yè)內(nèi)的地位也日益提升。2008年通過(guò)收購(gòu)德國(guó)DEMAG公司,在歐洲增設(shè)銷售據(jù)點(diǎn)。
住友重機(jī)械推出的全電動(dòng)注塑機(jī)SE-EV-A系列光學(xué)專用機(jī),搭載了卓越的機(jī)械性能從而實(shí)現(xiàn)高精度成型,同時(shí)配套光學(xué)專用螺桿組件從而支持VR/AR鏡頭的穩(wěn)定成型。SE-EV-A系列已經(jīng)活躍在世界各地的光學(xué)成型領(lǐng)域。
● 特點(diǎn)1:高精度
模板支撐裝置、無(wú)襯套拉桿,防止可動(dòng)側(cè)模板的傾斜;
高精度噴嘴接觸結(jié)構(gòu),防止固定側(cè)模板的傾斜。
● 特點(diǎn)2:穩(wěn)定性
直驅(qū)結(jié)構(gòu),優(yōu)異的低速射出控制特性。
● 特點(diǎn)3:減少不良
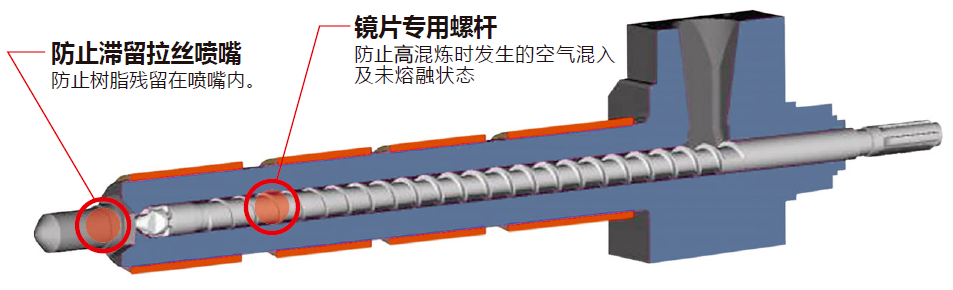
鏡片專用螺桿組件,最適合光學(xué)成型的設(shè)計(jì)。光學(xué)規(guī)格憑借高混煉形狀(副螺紋),可預(yù)防空氣進(jìn)入、熔融不充分等問(wèn)題,并能夠防止黑點(diǎn)、白點(diǎn)、氣泡和銀條等不良現(xiàn)象。在COP和PMMA鏡片的成型中非常有效。
發(fā)那科
Fanuc發(fā)那科,是一間提供如機(jī)器人和電腦數(shù)控機(jī)床等自動(dòng)化產(chǎn)品服務(wù)的公司,主要由日本“發(fā)那科公司”(日語(yǔ):ファナック株式會(huì)社 Fanakku Kabushikigaisha)、美國(guó)密歇根州羅切斯特山的“美國(guó)發(fā)那科公司”以及盧森堡的“歐洲發(fā)那科公司”組成。 發(fā)那科是世界上最大的工業(yè)機(jī)器人制造商之一,公司名稱是富士自動(dòng)化數(shù)控(Fuji Automatic Numerical Control)的英文縮寫。最早期的發(fā)那科公司是富士通開發(fā)的早期數(shù)字控制和伺服系統(tǒng)公司的一部分。
發(fā)那科全新一代精密電動(dòng)注塑機(jī)ROBOSHOT α-SiB專為光學(xué)產(chǎn)品的注塑成型搭載,可用于AR/VR鏡片注塑。
● 配備21.5寸電容屏,操作更簡(jiǎn)便
● 通過(guò)AI模具保護(hù)功能保護(hù)高精度模具
● 標(biāo)準(zhǔn)化的精密鎖模力控制,實(shí)現(xiàn)更高穩(wěn)定性的注塑成型
● 高精度的壓力控制,保證光學(xué)產(chǎn)品的高面精度
來(lái)源:超光/住友/發(fā)那科/艾邦智造
審核編輯:湯梓紅
-
Ar
+關(guān)注
關(guān)注
24文章
5099瀏覽量
169698 -
vr
+關(guān)注
關(guān)注
34文章
9641瀏覽量
150388 -
光學(xué)元件
+關(guān)注
關(guān)注
1文章
90瀏覽量
12842 -
VR眼鏡
+關(guān)注
關(guān)注
4文章
221瀏覽量
40916
原文標(biāo)題:AR/VR塑膠鏡片注塑成型
文章出處:【微信號(hào):gh_e972c3f5bf0d,微信公眾號(hào):艾邦加工展】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
怎么挑選VR眼鏡?各類VR眼鏡全面推薦
VR眼鏡的使用
解析VR眼鏡的畸變?cè)恚磕惚仨氁獙W(xué)。
怎么用VR眼鏡來(lái)看本地VR電影
VR BOX out? AR BOX能否逆襲
超輕薄的VR眼鏡Pareal VR Glasses正式發(fā)布
VR眼鏡的使用方法

VR眼鏡的四大品牌推薦
VR眼鏡與AR眼鏡區(qū)別在哪
怎么選購(gòu)VR眼鏡_幾款VR眼鏡評(píng)測(cè)
多射植入注塑成型應(yīng)用案例
為什么塑膠注塑成型過(guò)程進(jìn)行檢測(cè)
蘋果再次推遲AR/VR眼鏡的發(fā)布
SOLIDWORKS注塑成型仿真解決方案







 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論