") g代碼和m代碼表示什么功能
g代碼和m代碼表示什么功能
G代碼和M代碼是數(shù)控機(jī)床程序中常用的兩種指令代碼,用于控制數(shù)控機(jī)床的工作動(dòng)作和運(yùn)動(dòng)方式。
G代碼是指控制機(jī)床工作動(dòng)作的指令代碼,它是一種簡(jiǎn)單的英文字母標(biāo)記,表示數(shù)控機(jī)床按照預(yù)先設(shè)定的路徑和速度進(jìn)行加工的動(dòng)作指令。在程序中,多條G代碼指令按順序組成一個(gè)工藝過(guò)程,以實(shí)現(xiàn)工件的形狀加工。G代碼可分為基本功能代碼和輔助功能代碼。
基本功能代碼主要包括:
- G00 - 高速定位功能,用于快速移動(dòng)機(jī)床到指定位置。
- G01 - 直線插補(bǔ)功能,用于控制機(jī)床按直線路徑插補(bǔ)運(yùn)動(dòng)。
- G02/G03 - 圓弧插補(bǔ)功能,分別表示順時(shí)針和逆時(shí)針繪制圓弧路徑。
- G20/G21 - 設(shè)定單位功能,分別表示英制和公制單位制。
- G90/G91 - 絕對(duì)/相對(duì)指令,分別表示以工件坐標(biāo)系或機(jī)床坐標(biāo)系進(jìn)行定位。
輔助功能代碼主要包括:
- G04 - 暫停功能,用于控制機(jī)床暫停指定時(shí)間。
- G10 - 工件坐標(biāo)系設(shè)定功能,用于設(shè)定工件坐標(biāo)系的原點(diǎn)位置。
- G40/G41/G42 - 刀具半徑補(bǔ)償功能,用于修正切削刀具的半徑誤差。
- G54-G59 - 工件坐標(biāo)系功能,用于設(shè)定多個(gè)工件坐標(biāo)系以便于加工多個(gè)相同的工件。
- G83 - 鉆孔循環(huán)功能,用于控制機(jī)床進(jìn)行鉆孔操作。
M代碼是指控制機(jī)床運(yùn)動(dòng)方式的指令代碼,它是一種簡(jiǎn)單的英文字母和數(shù)字的組合,表示機(jī)床的運(yùn)轉(zhuǎn)方式和其他輔助功能。M代碼可以用于設(shè)置機(jī)床的主軸轉(zhuǎn)速、刀具切削進(jìn)給速度、冷卻液開(kāi)關(guān)等。
常見(jiàn)的M代碼功能包括:
- M03/M04/M05 - 開(kāi)啟/關(guān)閉主軸功能,M03表示正轉(zhuǎn),M04表示反轉(zhuǎn)。
- M06 - 自動(dòng)換刀功能,用于自動(dòng)切換刀具。
- M08/M09 - 開(kāi)啟/關(guān)閉冷卻液功能,M08表示開(kāi)啟,M09表示關(guān)閉。
- M30 - 程序結(jié)束功能,用于結(jié)束當(dāng)前程序的運(yùn)行。
- M41/M42 - 自動(dòng)補(bǔ)償功能,用于自動(dòng)調(diào)節(jié)刀具的補(bǔ)償。
綜上所述,G代碼和M代碼分別用于控制機(jī)床的工作動(dòng)作和運(yùn)動(dòng)方式。通過(guò)合理編寫和調(diào)用這些指令代碼,可以實(shí)現(xiàn)多種復(fù)雜的機(jī)床加工操作。這兩種代碼對(duì)于數(shù)控機(jī)床的精確加工、自動(dòng)化生產(chǎn)具有重要作用,是數(shù)控加工技術(shù)的基礎(chǔ)。
聲明:本文內(nèi)容及配圖由入駐作者撰寫或者入駐合作網(wǎng)站授權(quán)轉(zhuǎn)載。文章觀點(diǎn)僅代表作者本人,不代表電子發(fā)燒友網(wǎng)立場(chǎng)。文章及其配圖僅供工程師學(xué)習(xí)之用,如有內(nèi)容侵權(quán)或者其他違規(guī)問(wèn)題,請(qǐng)聯(lián)系本站處理。
舉報(bào)投訴
-
數(shù)控機(jī)床
+關(guān)注
關(guān)注
19文章
789瀏覽量
46718 -
程序
+關(guān)注
關(guān)注
117文章
3795瀏覽量
81406 -
G代碼
+關(guān)注
關(guān)注
1文章
11瀏覽量
3598 -
m代碼
+關(guān)注
關(guān)注
0文章
3瀏覽量
2377
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
電容容值代碼表示方法
電容容值代碼表示方法
較為通用的容值代碼表示方法為三位代碼“XXY”表示法,前兩位數(shù)字表示乘系數(shù),后一位
發(fā)表于 11-26 10:52
?7686次閱讀
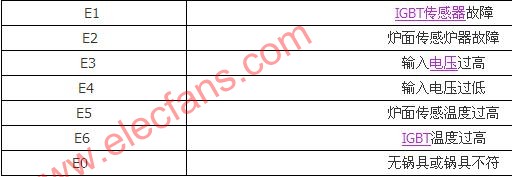
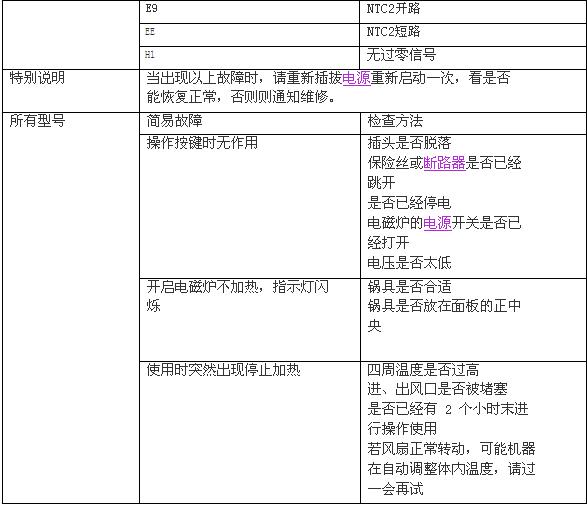
福田電磁爐故障代碼表
福田電磁爐故障代碼表
鍋具檢測(cè)功能: 電磁爐在使用過(guò)程中,如將鍋具移開(kāi),蜂鳴器每1.5秒報(bào)警一次,顯示EO,功
發(fā)表于 01-13 13:44
?1549次閱讀

M代碼的處理方法
M代碼是系統(tǒng)加工程序中對(duì)梯形圖信號(hào)進(jìn)行處理的手段,在處理外圍動(dòng)作以及系統(tǒng)功能中涉及到梯形圖G信號(hào)切換時(shí)極為常用。一個(gè)M代碼如要正常使用需要經(jīng)
發(fā)表于 10-09 10:50
?2次下載

美的空調(diào)四位故障代碼表2019版
美的空調(diào)2019統(tǒng)一版四位故障代碼表規(guī)則釋義及具體代碼對(duì)應(yīng)指示
發(fā)表于 06-20 11:15
?0次下載
abb變頻器故障代碼表
abb變頻器故障代碼表 ABB變頻器是非常普遍的工業(yè)設(shè)備。由于其出色的性能和可靠性,變頻器在許多行業(yè)中應(yīng)用廣泛。然而,無(wú)論是由于使用年限或其他因素,ABB變頻器故障或出現(xiàn)錯(cuò)誤的可能性是存在的。本文
數(shù)控編程的g功能代碼是什么
數(shù)控編程中,G代碼(也稱為指令代碼)是一種用于控制數(shù)控機(jī)床運(yùn)動(dòng)、輔助功能和工作過(guò)程的指令。在數(shù)控編程中,通過(guò)一系列的G
ABB變頻器故障代碼表
的故障排除方法。 ? ? ??首先,我們需要了解什么是ABB變頻器故障代碼表。ABB變頻器故障代碼表是一份文檔,其中列出了ABB變頻器在運(yùn)行時(shí)可能出現(xiàn)的故障代碼及其解釋。在ABB變頻器故障代碼






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論