") 多層HDI板疊孔制造工藝研究
多層HDI板疊孔制造工藝研究
以下文章來(lái)源于字母哥電子技術(shù),作者劉喜科
一、HDI應(yīng)用現(xiàn)狀
隨著目前電子產(chǎn)品持續(xù)而迅速小型化、輕便化、多功能化的趨勢(shì),高密度的安裝技術(shù)的發(fā)展,行業(yè)上對(duì)于作為原件載體和連接體的印制電路提出了更高的要求,以便其能夠成為具有高密度、高精度、高可靠性并且能大幅度提高組裝密度的電子元部件。因此應(yīng)用于新的PCB工藝技術(shù)的高密度互連HDI被廣泛應(yīng)用于各種電子產(chǎn)品。而HDI疊孔技術(shù)作為HDI制作過(guò)程中比較高端的一種工藝技術(shù),不僅可以實(shí)現(xiàn)線路板內(nèi)部層次間的選擇性互聯(lián),充分提高了線路板的布線密度以及空間利用率。盲孔疊孔制作過(guò)程中所采用的電鍍填孔工藝,可有效的提高線路板的焊接面積,消除虛焊的隱患,減少焊盤(pán)中盲孔焊接氣泡的產(chǎn)生,增強(qiáng)了焊接的可靠性,同時(shí),填孔后線路板表面平整,有利于密集線路的制作,疊孔形成的銅柱提高了線路板的散熱功能。
二、疊孔分類(lèi)
① 一階HDI板(無(wú)埋孔)
②一階HDI板(有埋孔
③二階HDI板(含疊孔、階梯孔)
④二階HDI板(含疊孔、階梯孔、孔上墊
⑤三階HDI板(含疊孔、階梯孔)
⑥任意層互聯(lián)
三、實(shí)例研究
本文以六層帶疊加導(dǎo)通孔無(wú)鐵芯印制板的工藝為主要講解,重點(diǎn)介紹盲孔疊孔填孔制造工藝。
示例產(chǎn)品的技術(shù)要求:
--設(shè)計(jì)層數(shù):6層
--芯板厚度:0.1mm(H/H)含銅
--板厚:0.38±0.05mm(成品)
--電鍍要求:所有盲埋孔做電鍍填孔工藝
--最小線寬/線距設(shè)計(jì):2mil/2mil(局部削PAD保證線距)
--盲孔最小ring:設(shè)計(jì):2mil
■ 疊孔制作圖示
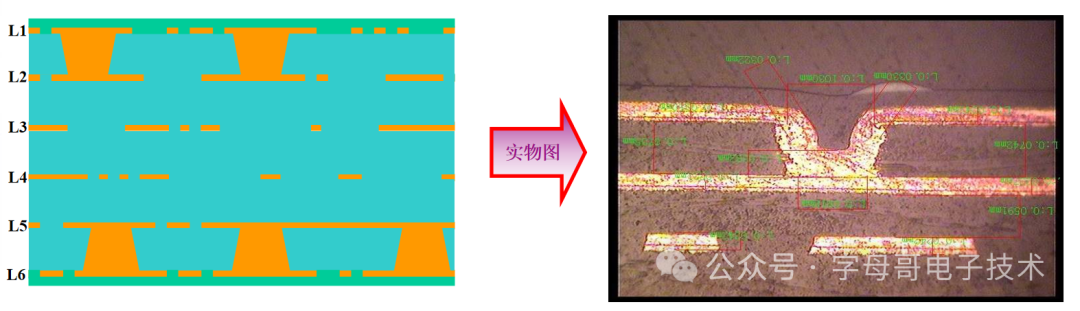
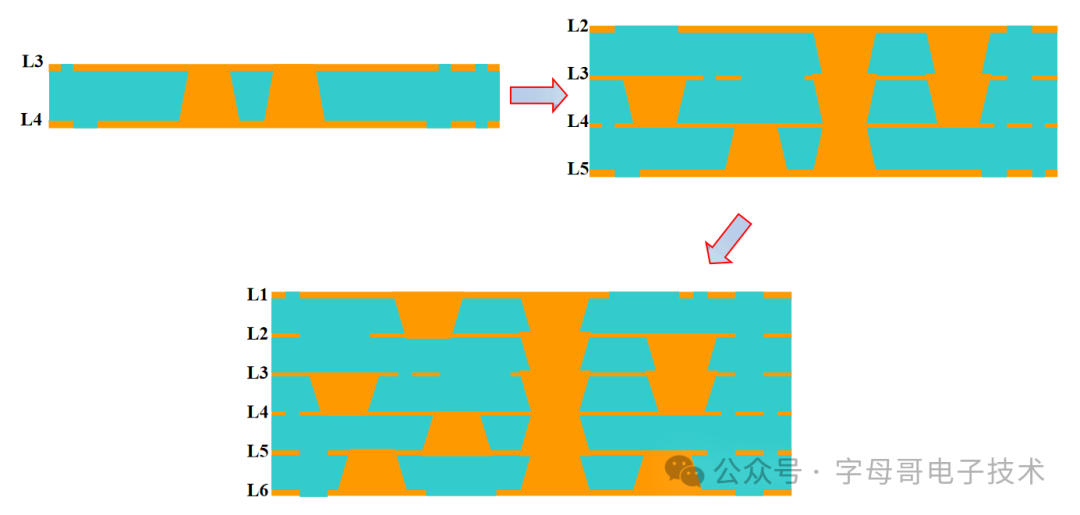
此板盲孔的制作從芯板層開(kāi)始制作,每層均有盲孔設(shè)計(jì),隨著層數(shù)的增加,盲孔疊孔數(shù)量亦隨之增加,疊孔制作過(guò)程如下圖:
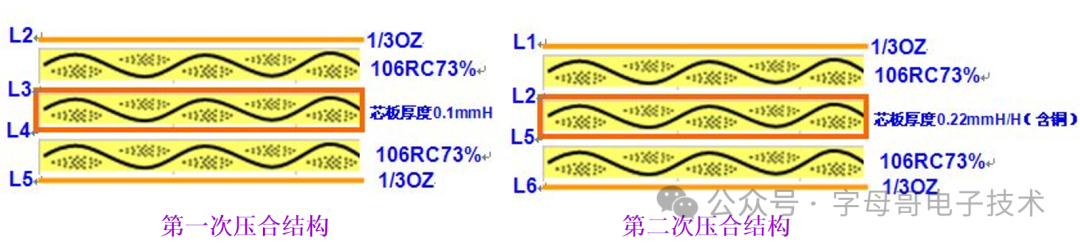
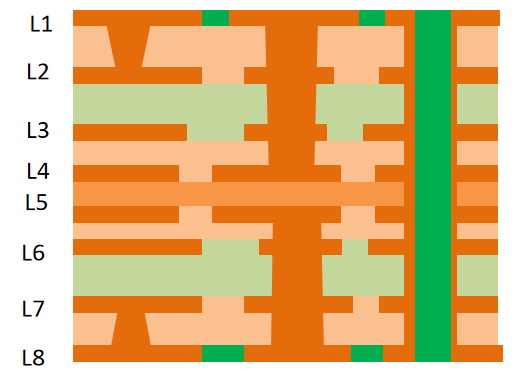
■ 層壓結(jié)構(gòu)圖示
此板是以L3/4層作為母板,采用減成法進(jìn)行制作,共進(jìn)行兩次壓合,其壓合結(jié)構(gòu)如下圖:
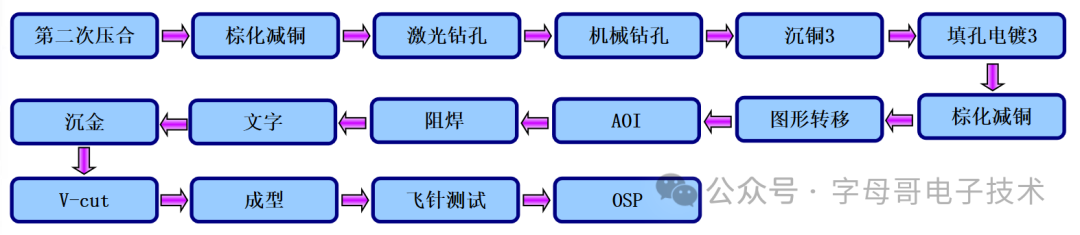
■ 工藝流程
>>內(nèi)層制作流程(L3/4層):

>>次外層制作流程(L2/5層):

>>外層制作流程(L1/6層):
注解:在各個(gè)層別制作過(guò)程中,共進(jìn)行了3次激光鉆孔,6次棕化減銅,3次電鍍流程,其中激光鉆孔前減銅是將銅箔減至7-9um厚度,為激光鉆孔預(yù)處理;圖轉(zhuǎn)前減銅是將銅箔減至精細(xì)線路制作要求的厚度。
■ 制作難點(diǎn)分解
1. 板薄:內(nèi)層芯板0.1mm H/HOZ(含銅),傳統(tǒng)水平線時(shí)易造成卡板;
2. 采用鐳射在0.1mm板厚上鉆通孔, 0.1mm的機(jī)械鉆生產(chǎn)成本較高,而對(duì)于0.1mm板厚上的鐳射鉆孔生產(chǎn)盡管大大降低了時(shí)間,卻對(duì)孔型、鐳射鉆參 數(shù)、鉆孔精度控制等技術(shù)提出了更高的要求;
3. 埋孔電鍍填孔,對(duì)通孔做電鍍填孔難度高,一方面填孔飽滿(mǎn)度很難保證,另一方面又要顧及到表銅的銅厚均勻性;
4. 盲孔電鍍填孔,不允許有空洞,且盲孔表面平整度小于10um;
5. 采用填孔工藝后,板面鍍銅均勻性控制難,薄板采用傳統(tǒng)垂直電鍍的鍍層均勻性控制;
6. 蝕刻后線寬/線距的控制,2mil/2mil±10%,所以面銅均勻性必須控制85%以上以滿(mǎn)足蝕刻的要求;
7. 盲孔疊孔對(duì)準(zhǔn)度的控制,上、下盲孔對(duì)準(zhǔn)度控制±1.5mil。
■ 設(shè)計(jì)調(diào)整
1. 由于板薄,在過(guò)水平線時(shí),容易卷板,且水壓大時(shí)會(huì)造成板面上下受壓力過(guò)大,造成板裂等。因此在設(shè)計(jì)時(shí)采用兩面錯(cuò)位的方式在基材區(qū)鋪設(shè)銅皮,板邊四周采用流膠塊與大銅皮相結(jié)合的方式進(jìn)行設(shè)計(jì),盡可能的增加板的應(yīng)力;
2. 因內(nèi)層埋孔需采用電鍍填孔的方式,按現(xiàn)行的工藝制程能力是極難制作的,所以鐳射時(shí)采用制作盲孔的形式,即鐳射不射穿L4的銅皮形成盲孔,利于電鍍填孔;
3. 盲孔填孔工藝的選擇,采用專(zhuān)用填孔藥水,確保盲孔表面平整度;
4. 由于線路密集且最小線寬/線距只有2mil/2mil,必須確保面銅的均勻性,保證蝕刻均勻性,因此采用傳統(tǒng)垂直電鍍時(shí),必須改良電鍍方式,選用特制邊框夾具進(jìn)行垂直電鍍,并能有效控制電銅均勻性;
5.因盲孔疊孔對(duì)準(zhǔn)度要求高,必須建立一套系統(tǒng)的對(duì)位控制程序,保證盲孔對(duì)準(zhǔn)度以及上、下盲孔疊孔對(duì)準(zhǔn)度。
■ 實(shí)際制作過(guò)程控制
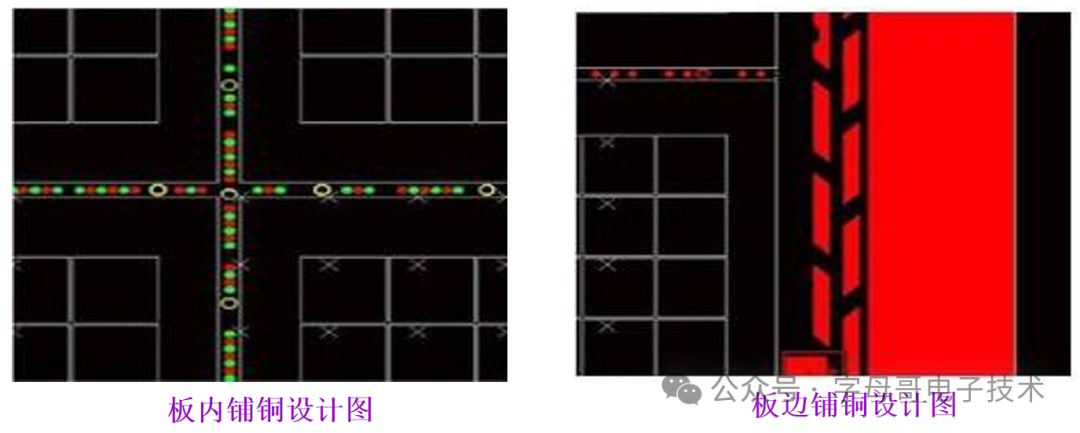
1. 板內(nèi)圖形輔助設(shè)計(jì):
考慮到芯板較薄,蝕刻后基板與殘銅受力不均勻,容易造成板裂,因此在設(shè)計(jì)時(shí)基材區(qū)采用鋪設(shè)陰陽(yáng)銅粒或銅皮,如下圖:
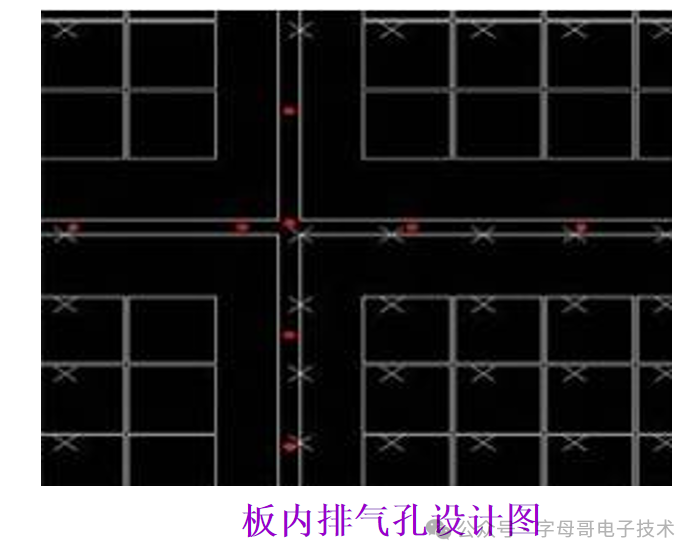
2. 由機(jī)械鉆孔設(shè)計(jì)
考慮到芯板無(wú)通孔設(shè)計(jì),不利于電鍍時(shí)藥水交換,故利用在圖形間采用平均分布鉆排氣孔的方式來(lái)滿(mǎn)足電鍍藥水交換的充分性,從而確保面銅的均勻性,排氣孔設(shè)計(jì)見(jiàn)下圖 :
3. 對(duì)位控制系統(tǒng):
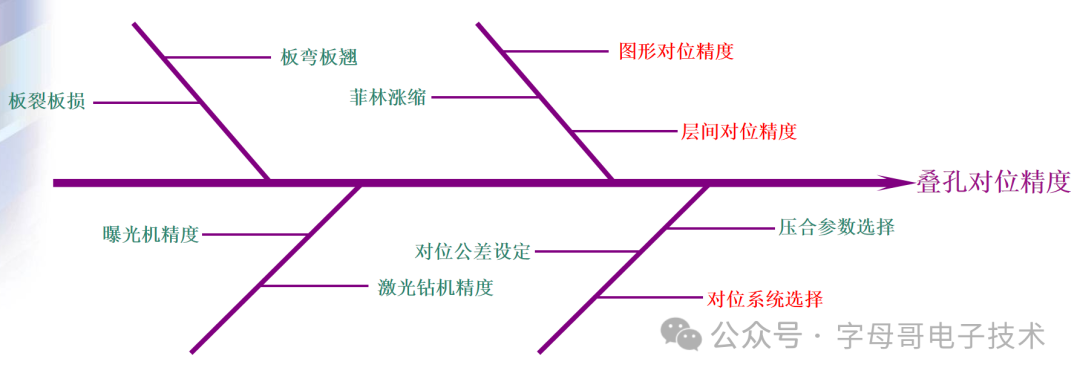
3.1 影響盲孔的疊孔精度的最主要的影響因素就在于圖形的對(duì)位精度及層間的AB差,影響疊孔對(duì)位精度的主要因素魚(yú)骨圖分布如下:
3.2. 對(duì)位系統(tǒng)選擇:
a.內(nèi)層埋孔及圖形,均以同一系統(tǒng)的機(jī)械鉆孔定位,同時(shí)制作出第一次壓合的靶標(biāo)圖形;
b.次外層鐳射孔D23、D54:分別以?xún)?nèi)層L3、L4圖形靶標(biāo)定位;
c.次外層線路:以第一次壓合后X-RAY孔對(duì)位,同時(shí)制作出第二次壓合的靶標(biāo)圖形;
d.外層鐳射孔D12、D65:分別以次外層L2、L5圖形靶標(biāo)定位;
e.外層線路:以第二次壓合后X-RAY孔定位;
通過(guò)以上的控制點(diǎn)確保了埋孔、內(nèi)層線路、次外層線路、次外層盲孔、外層線路、外層盲孔均在同樣的對(duì)位控制系統(tǒng)上,因此板件的對(duì)準(zhǔn)度也得到有效的控制。
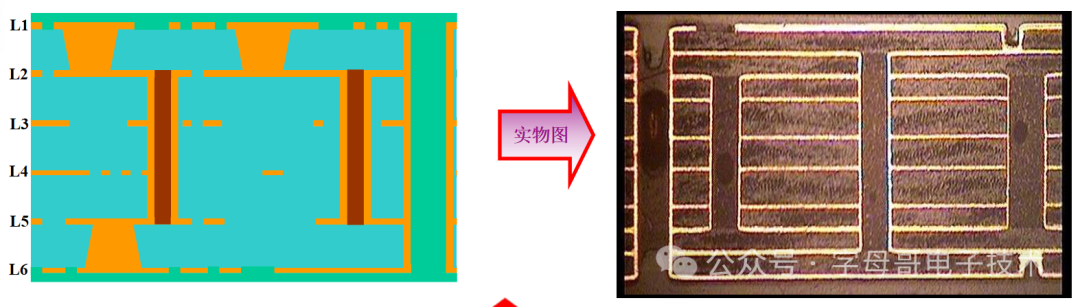
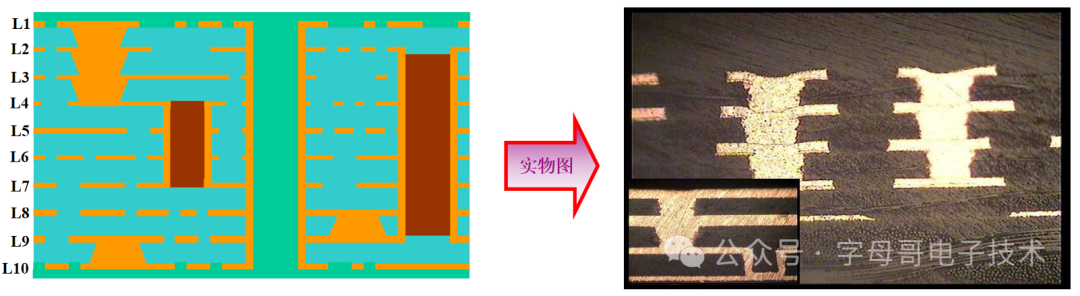
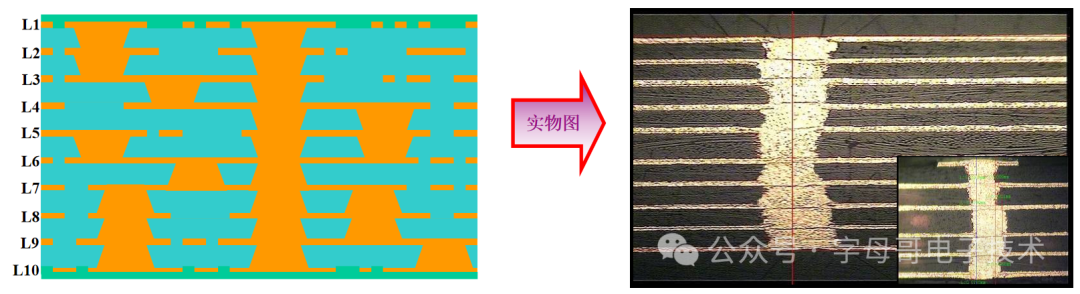
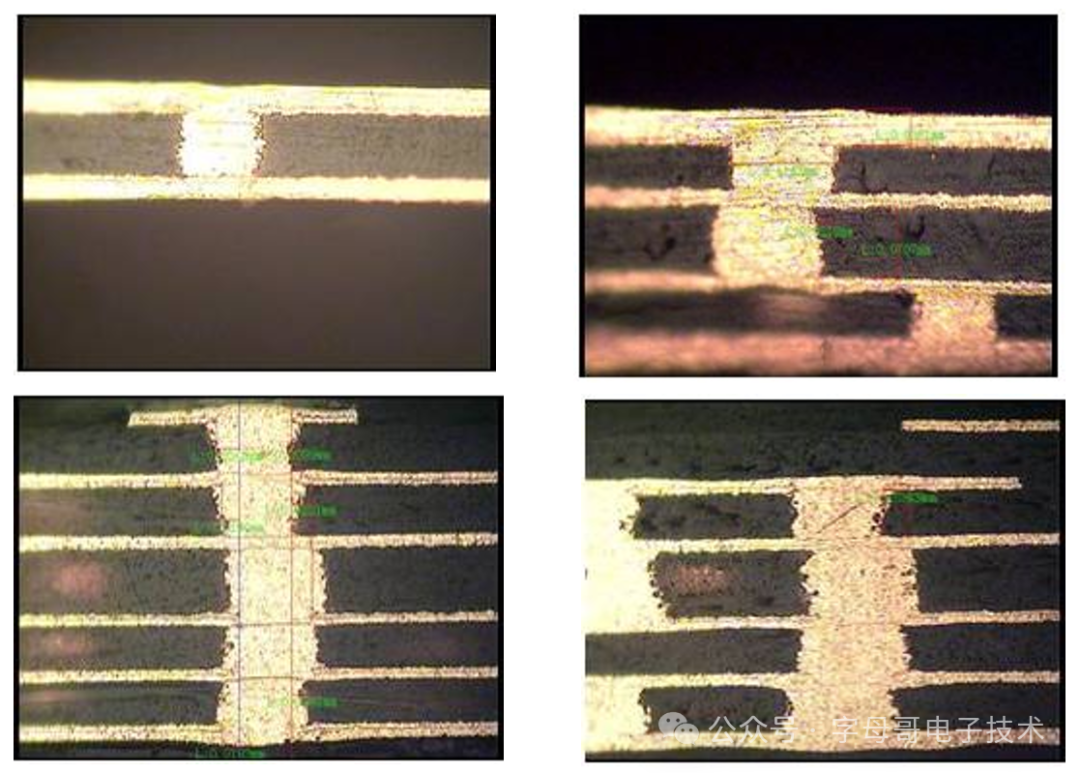
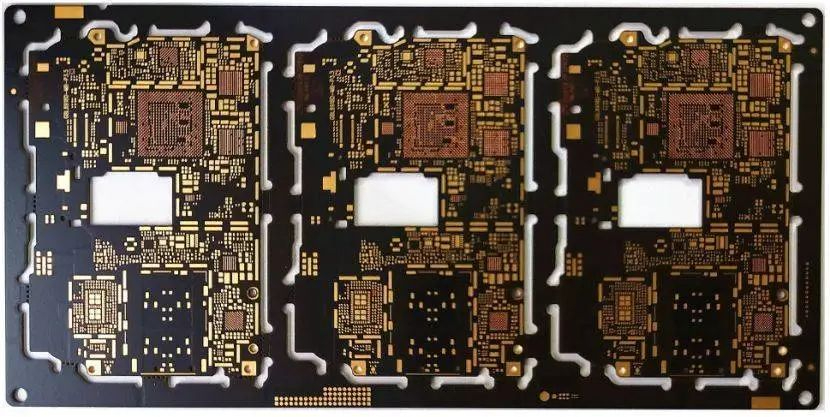
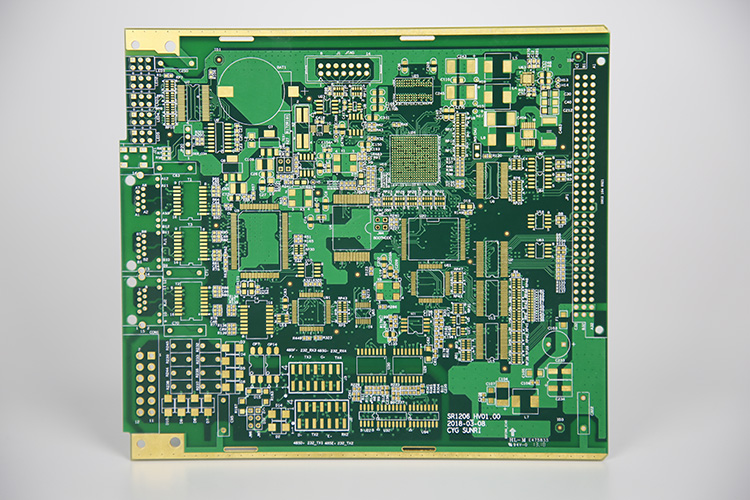
通過(guò)以上對(duì)位系統(tǒng)的選擇與控制,實(shí)現(xiàn)了各層次盲孔間的精準(zhǔn)疊加,如下圖:

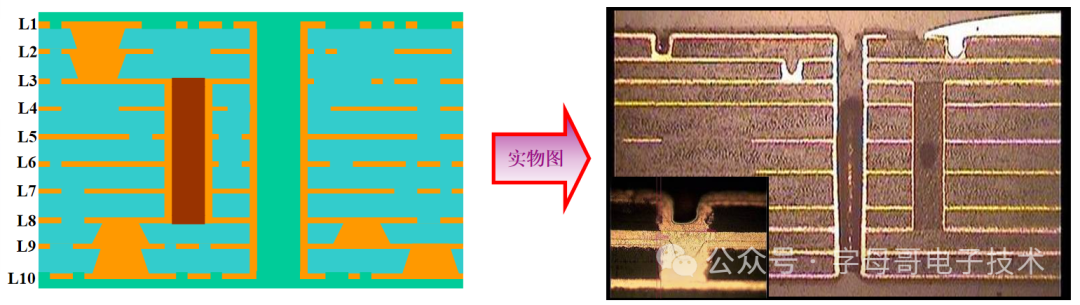
通過(guò)上述的控制系統(tǒng),疊孔精度可以做到±1.5mil以?xún)?nèi),且從上述控制系統(tǒng)中可以看出,層別圖形對(duì)位精度及層間對(duì)位精度是影響盲孔疊孔精度的最關(guān)鍵因素。通過(guò)對(duì)以上對(duì)位系統(tǒng)進(jìn)行技術(shù)沉淀以及改進(jìn),已成功應(yīng)用于實(shí)際生產(chǎn)制造中,已成功制作出10層HDI銅柱疊孔板,如上圖。
4. 盲孔電鍍填孔
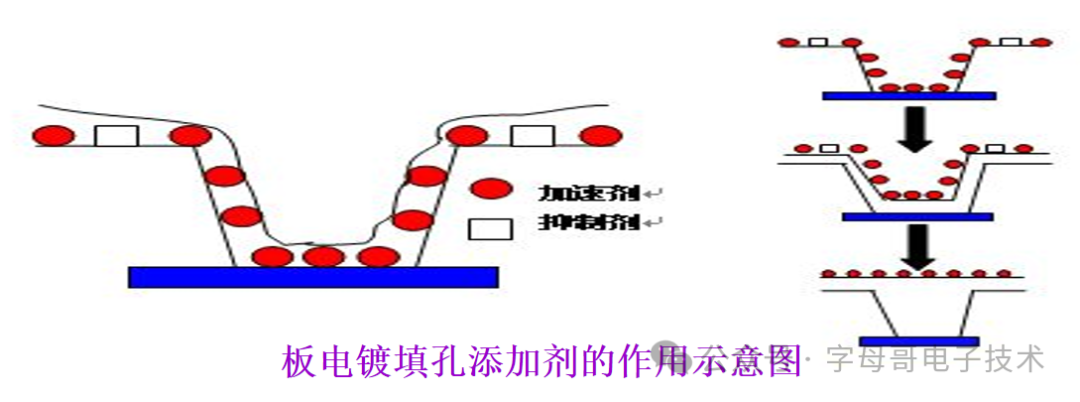
盲孔結(jié)構(gòu)與通孔結(jié)構(gòu)不同,通孔在攪拌等外力作用下,鍍液在板兩面形成壓力差進(jìn)行藥水交換,就可得到較好的銅沉積.而盲孔電鍍,鍍液完全是僅靠一個(gè)開(kāi)口進(jìn)行藥水交換,依靠物理作用是很難完成的,因此,必須依靠化學(xué)添加劑的控制而完成的,其次是適當(dāng)進(jìn)行攪拌輔助完成的.這里用到了電鍍填孔藥水及特殊參數(shù)。電鍍填孔化學(xué)添加劑主要成分及作用如下:
a.加速劑:加速銅的沉積;
b.整平劑:如整平劑吸附在高電流區(qū)時(shí),可以抑制銅的沉積,對(duì)表面或孔壁凹凸不平區(qū)有整平作用;
c.抑制劑:填孔時(shí)對(duì)銅的沉積有抑制作用,抑制高電流區(qū)電鍍銅的沉積速率,同時(shí)提高低電流區(qū)電鍍銅沉積;
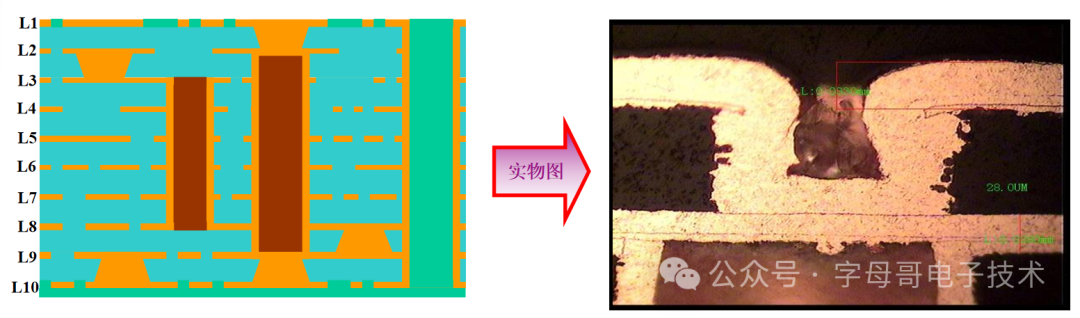
通過(guò)對(duì)電鍍填孔參數(shù)的調(diào)整,每一層盲孔的填孔率均能達(dá)到85%以上,盲孔凹陷小于15um,實(shí)現(xiàn)了多階HDI板盲孔疊孔的制作,如下圖:
5. 電鍍均勻性的控制:
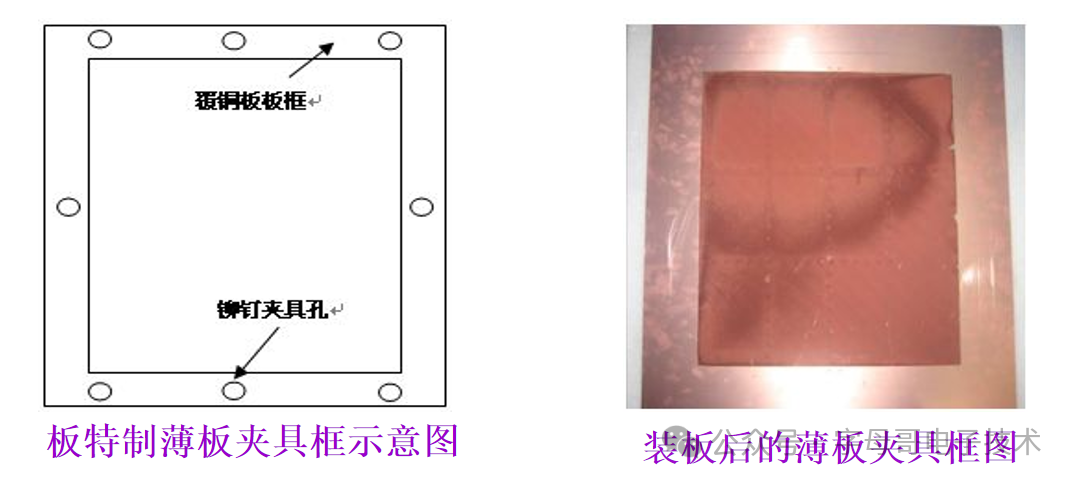
此板內(nèi)層芯板厚度不到0.1 mm(次外層0.2-0.25mm,外層0.3-0.33mm),板件很軟,根本不足以支撐銅缸內(nèi)浮架,加工過(guò)程中板件容易變形彎曲,甚至卷板,鍍層均勻性根本不能得到有效保證.為了有效保證鍍層均勻性,因此采用專(zhuān)用的電鍍夾具框來(lái)實(shí)現(xiàn)薄板電鍍工藝。上、下夾具框各一個(gè)以及相對(duì)應(yīng)鉚釘孔組成一套完整的薄板夾具框,在與夾具對(duì)應(yīng)尺寸的薄板上鉆相應(yīng)的鉚釘孔,在沉銅板電前,根據(jù)相對(duì)應(yīng)的鉚釘孔把板鉚在上、下夾具框中,形成一個(gè)帶框的薄板,如下圖。此薄板夾具框利用覆銅板板框及鉚釘實(shí)現(xiàn)飛巴上夾具與加工板件的電流傳導(dǎo),由于有覆銅板板框,電鍍飛巴與銅缸浮架的受力通過(guò)夾具框來(lái)分擔(dān),從而避免了薄板在加工過(guò)程中的變形,確保鍍層均勻性,實(shí)現(xiàn)薄板在垂直電鍍線的正常加工。
四、結(jié)論分享
1. 通過(guò)對(duì)HDI板整個(gè)生產(chǎn)時(shí)的對(duì)位系統(tǒng)進(jìn)行科學(xué)有效的控制,提高了盲孔的疊孔精度,使盲孔的疊孔精度小于1.5mil;
2. 電鍍過(guò)程中采用輔助薄板電鍍夾具以及電鍍參數(shù)、藥水的調(diào)整,實(shí)現(xiàn)了盲孔填孔、孔面凹陷小、表銅均勻性高的目的。
3. 由于盲孔在電鍍過(guò)程中需要進(jìn)行電鍍填孔,表銅的厚度亦較大,無(wú)法實(shí)現(xiàn)2/2mil精細(xì)線路的制作,故在電鍍后線路制作前,采用減銅的方法,使面銅厚度達(dá)到精細(xì)線路的制作要求。
-
電子產(chǎn)品
+關(guān)注
關(guān)注
6文章
1175瀏覽量
58487 -
pcb
+關(guān)注
關(guān)注
4326文章
23160瀏覽量
399902 -
制造工藝
+關(guān)注
關(guān)注
2文章
181瀏覽量
19811 -
HDI板
+關(guān)注
關(guān)注
2文章
55瀏覽量
15664
原文標(biāo)題:多層HDI板疊孔制造工藝研究
文章出處:【微信號(hào):深圳市賽姆烯金科技有限公司,微信公眾號(hào):深圳市賽姆烯金科技有限公司】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
HDI盲埋孔工藝及制程能力你了解多少?
HDI(盲、埋孔)板壓合問(wèn)題
可制造性拓展篇│HDI(盲、埋孔)板壓合問(wèn)題
如何判斷盲/埋孔HDI板有多少“階”?
HDI盲埋孔工藝及制程能力你了解多少?
可制造性拓展篇│HDI(盲、埋孔)板壓合問(wèn)題
[華秋干貨鋪]可制造性拓展篇│HDI(盲、埋孔)板壓合問(wèn)題
高密度互連板與普通HDI板的區(qū)別
盲埋孔PCB疊孔設(shè)計(jì)的利與弊
hdi板與普通pcb的區(qū)別
HDI多層板制作工藝
HDI線路板盤(pán)中孔處理工藝
hdi盲埋孔線路板生產(chǎn)工藝流程
PCB HDI產(chǎn)品的介紹

HDI盲埋孔電路板OSP工藝優(yōu)缺點(diǎn)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論