 超聲波焊接詳細介紹
超聲波焊接詳細介紹
超聲波焊接是一種固相焊接方法,焊件之間的連接是通過聲學系統的高頻彈性振動以及在工件之間靜壓力的加持作用下實現的。
特斯拉在其電池系統中應用了超聲波焊接技術中的一個具體應用方式,Wire Bonding,使得超聲焊接技術在動力電池成組連接領域中的應用被越來越多的討論。超聲波焊接在動力電池上的應用,可以看到應用實例的主要集中在極耳焊接,熔絲焊接方面。
超聲波焊接特點
●可焊接的材料類型廣泛,可用于同種金屬材料、特別是高導電、高導熱材料(如金、銀、銅、鋁等)和一些難熔金屬的焊接,也可用于性能相差懸殊的異種金屬材料(如導熱、硬度、熔點等)、金屬與非金屬、塑料等材質的焊接,還能夠完成厚度相差懸殊材料焊接以及多層箔片的焊接;
●焊件不通電,不需求外加熱源,接頭中不呈現微觀的氣孔等缺陷,不生成脆性金屬間化合物,不發生像電阻焊時易呈現的熔融金屬的噴濺等疑問;
●焊縫金屬的物理和力學性能不發生微觀改變,其焊接接頭的靜載強度和疲勞強度都比電阻焊接頭的強度高,且穩定性好;
●被焊金屬外表氧化膜或涂層對焊接質量影響較小,焊前對焊件外表準備工作比較簡單;
●焊接所需電能少;焊件變形小;
●不需要增加任何粘結劑、填料或溶劑,具有操作簡潔、焊接速度快、接頭強度高、出產功率高級長處;
●缺點,超聲波焊接的主要缺陷是受現有設備功率的約束,因而與上聲極觸摸的焊件厚度不能太厚;接頭只能選用搭接接頭,對接接頭還無法使用。
超聲焊接的原理
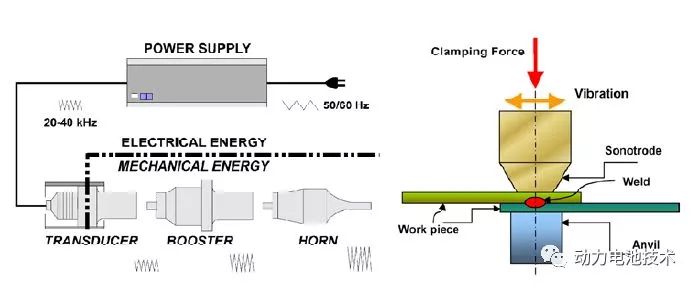
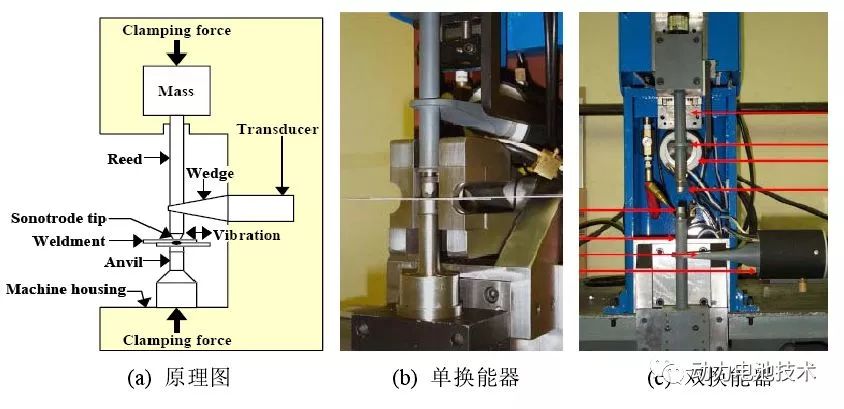
超聲波焊接是一種固相焊接方法,焊件之間的連接是通過聲學系統的高頻彈性振動以及在工件之間靜壓力的加持作用下實現的。焊件在靜壓力及彈性振動能量的共同作用下,將彈性振動能量轉變成工件間的摩擦能、形變能和熱能,致使兩工件表面形成純凈金屬貼合、原子擴散,從而達到摩擦焊接。原理如下圖所示。
超聲焊接流程和原理
目前對于較厚板材(0.8–3.0 mm)大功率超聲焊接的研究主要集中在 Al、Mg 合金結構件方面。在鋰電池極片封裝等行業大功率超聲焊接 Cu、Al 是當前重要的研究方向之一。
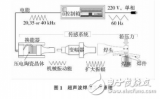
超聲焊機系統通常由 5部分構成:
1)超聲電源(Power supply)。工頻單相或三相交流電通過超聲電源轉換為高頻(15–75 kHz)交流電,為壓電換能器(PZT)提供電能;
2)壓電換能器。電源輸出的高頻交流信號通過壓電換能器轉換為同頻的振動信號;
3)變幅桿(Booster)。使換能器輸出的高頻振動信號幅值放大;
4)工具頭(Horn/Sonotrode)。進一步放大振動幅值,并把能量傳遞到焊接區域;
5)氣動加壓部分,為焊接過程提供壓力。
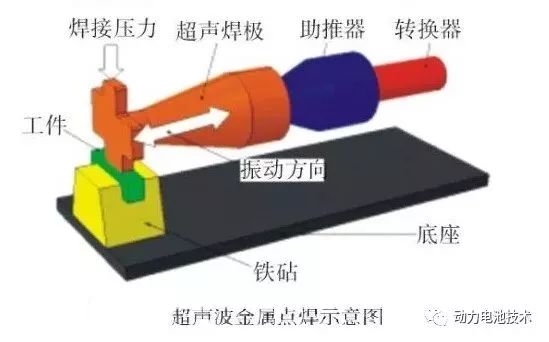
如上面圖中所示,將工件放置于底座上,工具頭在壓力作用下壓緊工件,在壓力和高頻切向振動作用下,界面氧化物被破摔排除形成純凈金屬之間的接觸;同時由于摩擦及超聲軟化作用,使得形成接觸的金屬發生塑性變形及流動,形成局部連接區域;隨著輸入能量的增加,界面區域金屬塑性流動性進一步增強,局部連接區域不斷擴展融合,從而形成超聲焊接接頭。
超聲波焊接的分類
超聲波焊接分類依照超聲波彈性振蕩能量傳入焊件的方向,超聲波焊接的基本類型分為兩類:一類是振蕩能量由切向傳遞到焊件外表,而使焊接界面發生相對移動,這種方式適用于金屬材料的焊接;另一類是振蕩能量由垂直于焊件外表的方向傳入焊件,主要用于塑料的焊接。
另外一種,根據設備特點的驅動信號方式分類,分成線性振蕩和非線性振蕩兩類,如下圖所示:
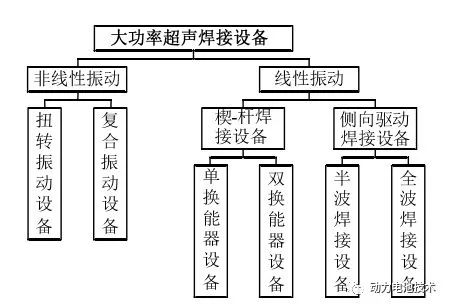
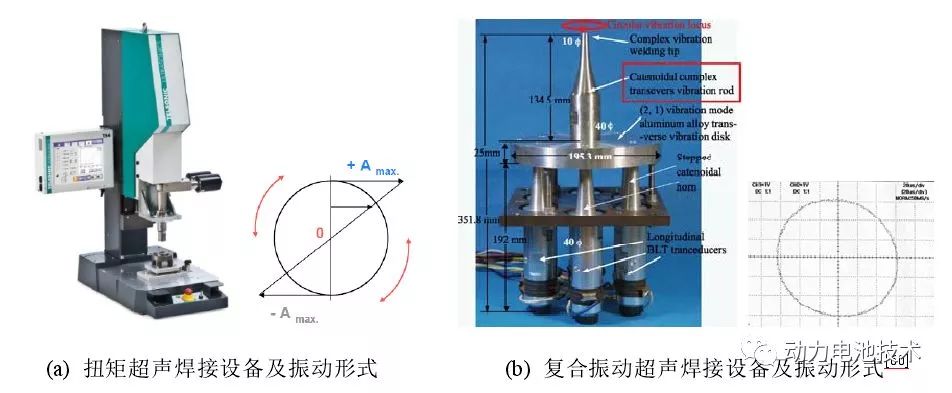
非線性振動焊接設備,其又包括扭矩超聲焊接設備和復合振動焊接設備。
線性振動焊接設備,根據加壓的位置不同分為楔–桿超聲焊接設備和側向驅動焊接設備。其中楔–桿超聲焊接設備根據換能器的個數可分為單換能器和雙換能器焊接設備;側向驅動焊接設備根據工具頭的波長可分為半波和全波焊接設備。
按照焊點形狀,常見的金屬超聲波焊接可分為點焊、環焊、縫焊、線焊、雙超聲波振蕩體系的點焊等。點焊
點焊是使用最廣的一種焊接方式,依據振蕩能量的傳遞方式,分為單側式、平行兩邊式和垂直兩邊式。振蕩體系依據上聲極的振蕩方向也能夠分為縱向振蕩體系、曲折振蕩體系以及介于兩者之間的輕型曲折振蕩體系。功率500W以下的小功率焊機多選用輕型構造的縱向振蕩;千瓦以上的大功率焊機多選用重型構造的曲折振蕩體系;而輕型曲折振蕩體系適用于中小功率焊機,它兼有上述兩種振蕩體系的長處。
環焊
環焊主要用于一次成形的封閉環形焊縫。焊接時,振幅相對于聲極軸線呈對稱散布,軸心區振幅為零,邊緣振幅最大。由于環焊的一次焊縫面積較大,需要較大的功率輸入,因而常常需要多個換能器驅動。縫焊
與電阻焊中的縫焊相似,超聲波縫焊實質上是由部分彼此重疊的焊點構成一條連續焊縫。縫焊機的振蕩體系按其滾輪振蕩狀況可分為縱向振蕩、曲折振蕩以及交變振蕩三種方式。其間最多見的是縱向振蕩方式。縫焊能夠獲得密封的連續焊縫,一般焊件被夾持在上下滾輪之間,在特別狀況下可選用平板式下聲極。線焊
它是點焊方式的一種延伸,使用線狀上聲極,在一個焊接循環內構成一條狹長的直線狀焊縫,聲極長度即是焊縫的長度,如今能夠到達150mm,這種方式最適用于金屬薄箔的封口。
雙超聲波振蕩體系的點焊
上下兩個振蕩體系的頻率分別為27kHz和20kHz(或15kHz),上下振蕩體系的振蕩方向彼此垂直,焊接時二者作直交振蕩。當上下振蕩體系的電源各為3kW時,可焊鋁件的厚度達10mm,焊點強度到達材料自身的強度。雙超聲波振蕩體系盡管焊接方式與點焊基本相同,但焊接設備復雜,要求設備的操控精度高。
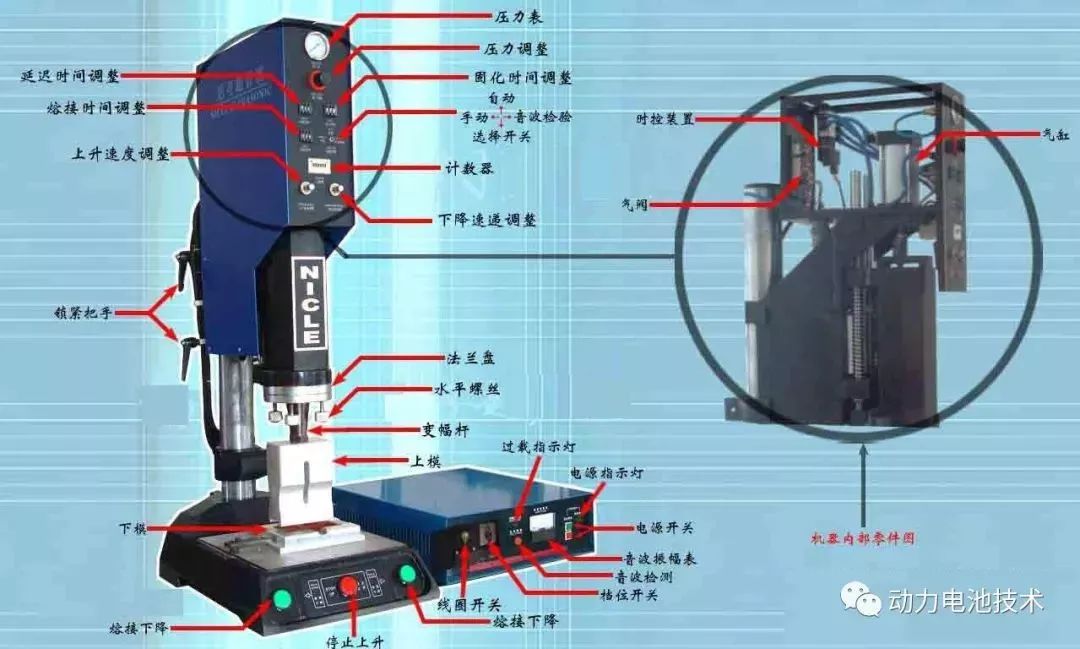
重要工藝參數
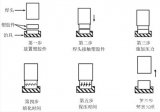
焊接工藝參數影響的主次順序為:輸入電功率影響最大,一次焊接延遲時間次之,再次是一次焊接時間,影響最小的是焊接氣壓。焊接時間有4種參數可調,分別是一次焊接延遲時間、一次焊接時間、二次焊接延遲時間以及二次焊接時間。
一次焊接延遲時間指的是上聲極向下行走至發出超聲時間;一次焊接時間指的是第1次超聲波焊接時間;二次焊接延遲時間指的是上聲極離開焊件向上行走至發出超聲時間;二次焊接時間指的是第2次超聲波焊接時間。
一次焊接主要對焊件輸入振動能量,使焊件貼合面發生固相熔合,對焊接質量影響較大。如果一次焊接延遲時間過長,焊機的焊頭(上聲極)完全下壓后才發出超聲,此時焊頭提供給焊件的剪切力不足以驅動工件跟隨焊頭振動,焊件之間的摩擦阻力過大導致焊件之間相對運動速度小,摩擦產生的熱量也少,焊件有效的焊合區域也更少;反之,焊頭施加在焊件上壓緊力不夠大,此時超聲發出容易使焊件之間錯位。
二次焊接主要是有利于焊件與聲極脫模,對焊接質量影響程度較輕。焊接氣壓的變化會導致焊接靜載荷的變化,如果焊接靜載荷不足,則在超聲波焊接時,焊件可能塑性變形量不足,難以形成較好的焊合面;反之,焊件之間接觸表面可能無法產生相對滑動,焊件之間仍然無法焊合。輸入電功率與超聲振幅相關,超聲振幅指的是超聲振動在振動方向上的移動距離。輸入電功率越大,則超聲振幅越大,對焊件輸入的能量也越多。有研究表明,在一定振幅范圍內,界面焊合百分比隨超聲振幅增加而增。
大功率超聲焊接對接頭力學性能的影響
Cu-Cu焊接,焊接壓力對接頭拉伸強度的影響
下圖為在焊接時間為 0.5 s 時,采用不同焊接壓力獲得的焊接接頭拉伸載荷曲線,由圖可知壓力對超聲焊接接頭強度有較大影響。材料為C1100 純銅板材。
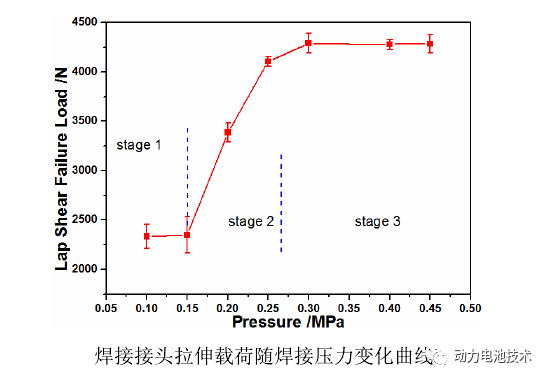
從圖中曲線可以看出焊接接頭拉伸載荷隨焊接壓力的變化曲線分為 3 個階段:
1)氣缸壓強在 0.05–0.15 MPa 范圍,焊接接頭的拉伸載荷比較小,受焊接壓力變化影響較小;
2)氣缸壓強在 0.15–0.3 MPa 范圍,焊接接頭的拉伸載荷隨焊接壓力的增大而迅速增加,且在 0.3 MPa 時,拉伸載荷達到最大值 4330 N;
3)氣缸壓強在 0.3–0.45 MPa 范圍,焊接接頭的拉伸載荷保持在 4200–4400 N 之間,焊接壓力的變化對拉伸載荷影響不大。這是由于一方面焊接壓力直接影響換能器的輸出功率,壓力較小時換能器輸出功率較小,在相同焊接時間內輸入焊接區域的能量較小;另一方面由于壓力較小,能量主要耗散于工具頭與上工件、工件之間及下工件與底座之間的摩擦,界面一直處于粘–滑狀態,致使界面的塑性連接面積較小,因而焊接接頭的強度較小。隨著壓力的增大,一方面焊接區域輸入能量隨換能器的輸出功率增加而迅速增大,另一方面在焊接起始階段,界面間摩擦作用增強,微連接區域加速形成,使界面迅速從粘–滑狀態進入粘滯狀態,輸入能量主要消耗于焊接區域的塑性變形,從而使界面的有效連接面積得到增加,因此焊接接頭強度得到迅速增加,并在壓力達到 0.3 MPa 時,焊接接頭強度達到最大值。
焊接接頭拉伸載荷曲線表明:焊接壓力對純銅超聲焊接接頭力學性能有重要影響,存在一臨界值,當焊接壓力低于該臨界值時,焊接接頭強度隨焊接壓力增大而增大,但強度較低;當焊接壓力高于該臨界值時,焊接接頭強度達到最大值,焊接壓力的變化對接頭強度影響較小,即焊接壓力值存在最佳工藝區間,在該區間內均可以獲得牢固、性能良好的焊接接頭。
Cu-Cu焊接—焊接能量對接頭拉伸強度的影響
在最佳焊接壓力工藝區間內,焊接壓力選取 0.3 MPa。下圖為焊接接頭拉伸載荷隨焊接能量變化曲線。從圖中可以看出,焊接能量對焊接接頭的強度影響較大,拉伸載荷整體上呈現隨焊接能量的增加而增大的趨勢,該過程又分為 4 個階段:
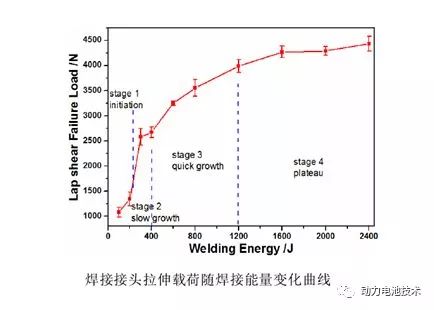
1)焊接起始階段,局部微連接區域形成。在壓力作用下,工件界面發生接觸,由于平整的界面在微觀情況下存在大量的微凸點,因此工件界面的接觸是局部微觀接觸;在高頻超聲振動作用下,界面受到與振動方向平行的周期性摩擦力的作用,而摩擦首先發生于界面的微觀接觸部分;在壓力和摩擦力的作用下微觀接觸部分產生劇烈的塑性變形,其周圍氧化膜等被破碎排除,形成局部純凈金屬之間的接觸;隨著能量輸入的增加,這些區域在摩擦力和塑性變形作用下首先形成微觀冶金連接區域;在該階段,焊接接頭的拉伸載荷比較低,焊接界面冶金連接區域生長行為直接影響拉伸載荷的變化;
2)焊接接頭拉伸載荷快速增長階段。隨著能量輸入的增加,界面局部冶金連接“孤島”在界面間粘–滑運動作用下,沿著振動方向快速生長,一方面在摩擦力作用下,斷續的“孤島”區通過塑性變形不斷融合形成連續的線狀連接區域,另一方面隨著冶金連接區域的增大,界面間的粘–滑運動,變為粘滯運動,冶金連接區域沿振動方向的生長趨于穩定;
3)焊接接頭拉伸載荷隨輸入能量的增加而增速逐漸減小階段,并且該階段對應的能量區間比較大。隨著界面由粘–滑運動變為粘滯運動,輸入焊接區域的超聲能量主要轉化為金屬材料的塑性變形能。隨著能量輸入的增加,焊接區域的溫度不斷升高,致使焊接區域金屬的塑性變形抗力減小,塑性流動性增強,連續的帶狀冶金連接區域沿著垂直于振動方向生長。隨著能量的進一步增加,冶金連接融合區域進一步擴展,逐漸形成片狀連接區域,拉伸失效載荷進一步增大,斷裂特征由界面分離變為焊接區域斷裂;
4)焊接接頭的拉伸載荷平穩階段,即隨著能量輸入的增加,拉伸載荷在 4300 N 左右波動。焊接接頭拉伸斷裂特征,斷裂位置發生于焊接區域邊緣,并且從載荷–能量曲線中可以看出在 1600–2400 J 能量區間,焊接接頭拉伸載荷強度處于一平臺區間,在該能量區間,能量的增加對焊接接頭拉伸載荷影響不大,均可以獲得性能優良的焊接接頭。
焊接接頭的拉伸載荷–能量曲線及斷裂特征分析表明:純銅超聲焊接界面冶金連接區域的演變過程直接影響焊接接頭強度;隨著焊接能量的增加,焊接界面連接行為呈現點–線–面的演變過程,該演變過程主要與超聲能轉化過程有關;焊接接頭的斷裂特征由界面斷裂演變為焊接區域斷裂。
Cu–Al 焊接—焊接時間對力學性能的影響
數據采集實驗用材料,C1100 Cu 與 6061Al。下圖焊接接頭最大拉伸載荷隨焊接時間變化曲線。從圖中可以看出焊接接頭拉伸強度隨焊接時間的增加而增加,當焊接時間 t=0.5 s 時,焊接接頭強度達到最大,其最大拉伸載荷為 3250 N,隨著焊接時間的繼續增加,焊接接頭強度隨之降低。Cu–Al 的拉伸載荷曲線變化特征較為簡單,Cu–Al 的拉伸載荷隨焊接時間變化曲線大致分為兩個階段:
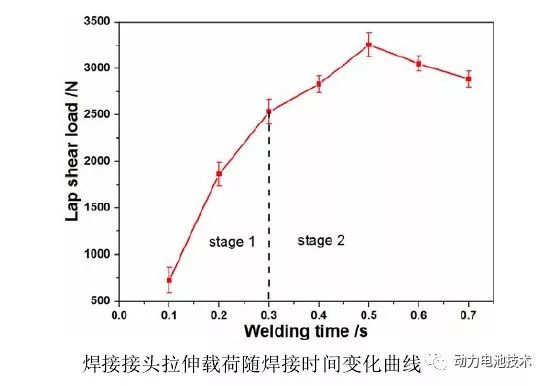
1)焊接起始階段。界面微連接生成,并快速生長階段。同 Cu–Cu 超聲焊接類似,焊接起始階段,在高頻超聲振動作用下,摩擦首先發生于界面的微觀接觸部分;在摩擦力的作用下微觀接觸部分產生劇烈的塑性變形,其周圍 Al、Cu 的氧化膜等被破碎排除,形成局部純凈金屬之間的接觸,在壓力作用下形成微觀冶金連接區域。隨著焊接時間的增加,界面局部冶金連接區域在界面間粘–滑運動作用下,沿著振動方向快速生長,不斷融合形成連續的線狀連接區域。
盡管在該階段界面間的連接面積不斷增大,但從界面的微觀結構觀測分析,并沒有界面間擴散層出現。因此,在這一階段,界面的演變過程在焊接接頭的拉伸載荷變化表現為:拉伸載荷值比較低,隨著焊接時間增加拉伸載荷快速生長,即焊接接頭的拉伸強度主要由 Cu–Al純凈金屬接觸面積所決定。盡管 6061Al 的拉伸強度大于 C1100 Cu,但與低輸入能量的純銅超聲焊接相比,Cu–Al 的接頭強度明顯較低,可能與 Al 的氧化膜較厚,破碎后在界面連接區域的分布有關。
2)界面出現擴散行為階段。擴散層厚度隨焊接時間增加而增加,接頭的斷裂形式均為界面分離斷裂,這一階段在載荷–焊接時間曲線上呈現先增大后減小趨勢。焊接時間為 0.3 s 時,界面連接已經隨焊接時間增加逐漸生長為接近工具頭面積區域,隨著焊接時間的進一步增加,界面的輸入能量主要用于促進界面的升溫及塑性變形,這都會加速原子間的擴散行為,致使界面出現了擴散形成金屬間化合物 IMC, IMC層與 6061Al 結合比與 Cu 的結合差。
研究表明,在異種金屬發生連接行為時,界面間生成一層薄的、連續的 IMC 是形成優良接頭的必要條件,但是如果 IMC 層過厚將會使焊接接頭強度降低。因此,可知在該階段 Cu–Al 焊接接頭的強度主要受界面間 IMC 的生長行為所制約。另外根據文獻顯示,當銅–鋁界面間 IMC層厚度低于 2 μm 時,焊接界面強度達到最佳。
與 Cu–Cu 超聲焊接對比可知,同種金屬超聲焊接接頭強度主要由焊接冶金連接面積及界面塑性變形區域的厚度所決定,而在異種金屬超聲焊接過程中,優良的焊接接頭主要由 IMC 層的生長行為決定。
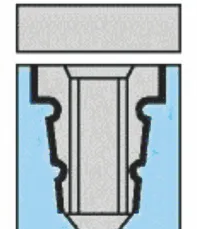
特斯拉電池組鋁絲壓焊Aluminum Wire Bonding
大家都知道TESLA在模組中應用超聲焊接技術,具體來說是指電芯與整個模組母排連接位置的熔絲焊接工藝。
Wire bonding有兩種形式: 球焊和楔焊。 金絲球焊是最常用的方法,在這種制程中,一個熔化的金球黏在一段在線,壓下后作為第一個焊點,然后從第一個焊點抽出彎曲的線再以新月形狀將線(第二個楔形焊點)連上,然后又形成另一個新球用于下一個的第一個球焊點。金絲球焊被歸為熱聲制程,也就是說焊點是在熱、超聲波、壓力以及時間的綜合作用下形成的。第二種壓焊方法是楔形制程,這種制程主要使用鋁線,但也可用金線,通常都在室溫下進行。楔焊將兩個楔形焊點壓下形成連接,在這種制程中沒有球形成。鋁線焊接制程被歸為超聲波線焊,形成焊點只用到超聲波能、壓力以及時間等參數。市場上主要有四種材料用作Bonding Wire,分別為金、銀、銅和鋁。
-
動力電池
+關注
關注
113文章
4549瀏覽量
77930 -
超聲波
+關注
關注
63文章
3040瀏覽量
138689 -
焊接
+關注
關注
38文章
3226瀏覽量
60119
原文標題:【金辰股份·透視】起底被特斯拉應用超10年的超聲波焊接
文章出處:【微信號:gh_a6b91417f850,微信公眾號:高工鋰電技術與應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
超聲波焊接原理和應用
超聲波焊接原理與鋰電池極耳超聲波焊接質量的分析
超聲波焊接的優勢有哪些
影響超聲波焊接的因素
簡述超聲波焊接原理及超聲波技術應用





 工商網監
工商網監
評論