") 一文讀懂?dāng)?shù)控伺服系統(tǒng)的作用
一文讀懂?dāng)?shù)控伺服系統(tǒng)的作用
伺服系統(tǒng)工作原理及特點(diǎn)
1、開環(huán)伺服系統(tǒng)工作原理
每當(dāng)數(shù)控裝置發(fā)出一個(gè)指令脈沖信號,就使步進(jìn)電動機(jī)的轉(zhuǎn)子旋轉(zhuǎn)一個(gè)固定角度,車床刀架移動一定的距離。開環(huán)伺服系統(tǒng)沒有刀架唯一檢測裝置,對機(jī)械傳動誤差沒有補(bǔ)償和校正,刀架的位移精度完全取決于步進(jìn)電動機(jī)的步距角精度和齒輪副和絲杠螺母的精度于傳動間隙等。所以,這種系統(tǒng)很難保證較高的位置控制精度。同時(shí)由于受步進(jìn)電動機(jī)性能的影響,其速度也受到一定的限制。但這種系統(tǒng)的結(jié)構(gòu)簡單、調(diào)試方便、工作可靠、性能穩(wěn)定、價(jià)格低廉,因此被廣泛用于精度要求不太高的經(jīng)濟(jì)型數(shù)控車床上。
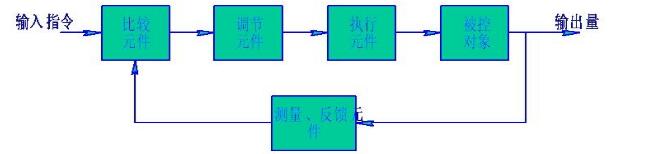
2、閉環(huán)伺服系統(tǒng)工作原理
數(shù)控裝置發(fā)出位移指令脈沖,經(jīng)電機(jī)和機(jī)械傳動裝置使機(jī)床刀架移動,安裝在刀架上得位置檢測器把機(jī)械位移變成電學(xué)量,反饋到輸入端于輸入信號相比較,得到的差值經(jīng)過放大和變換,最后驅(qū)動刀架向減少誤差的方向移動。如果輸入信號不斷地產(chǎn)生,則刀架就不斷地跟隨輸入信號運(yùn)動。閉環(huán)伺服系統(tǒng)的位置檢測裝置安裝在機(jī)床刀架上,將刀架的實(shí)際位置檢測出來并與數(shù)控裝置的指令進(jìn)行比較哦啊,用差值進(jìn)行控制,因而可以達(dá)到很高的定位精度,同時(shí)還能達(dá)到較高的速度,在京都要求高的大型和精密機(jī)床上應(yīng)用十分廣泛。由于系統(tǒng)增加了檢測、比較和反饋裝置,所以結(jié)構(gòu)比較傲復(fù)雜,穩(wěn)定因素多,調(diào)試維修比較困難。
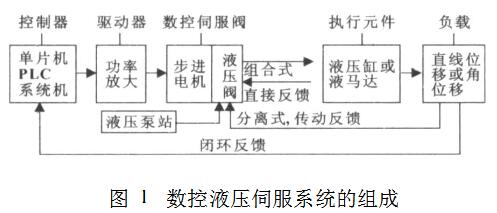
3、半閉環(huán)伺服系統(tǒng)工作原理
檢測組件安裝在電動機(jī)軸端或絲杠軸端處,通過檢測伺服機(jī)構(gòu)的滾珠絲杠轉(zhuǎn)角,間接計(jì)算移動部件的位移,然后反饋到數(shù)控裝置的比較器中,與原輸入指令位移進(jìn)行比較,用比較后的差值進(jìn)行補(bǔ)償控制,使位移部件補(bǔ)充位移,直到差值消除為止。半閉環(huán)伺服系統(tǒng)的測量裝置沒有將絲杠螺母機(jī)構(gòu)、齒輪機(jī)構(gòu)等傳動機(jī)構(gòu)包括在內(nèi),素以這些傳動機(jī)構(gòu)的傳動誤差仍然會影響移動部件的位移精度。但半閉伺服系統(tǒng)將慣性大的刀架安排在閉環(huán)之外,系統(tǒng)調(diào)試較容易,穩(wěn)定性好,所能傳到的精度、速度和動態(tài)特性由于開環(huán)伺服系統(tǒng),為大多數(shù)中小型數(shù)控機(jī)床采用。
伺服系統(tǒng)在數(shù)控機(jī)床的應(yīng)用
數(shù)控機(jī)床一般由NC控制系統(tǒng)、伺服驅(qū)動系統(tǒng)和反饋檢測系統(tǒng)3 部分組成。數(shù)控機(jī)床對位置系統(tǒng)要求的伺服性能包括:定位速度和輪廓切削進(jìn)給速度;定位精度和輪廓切削精度;精加工的表面粗糙度;在外界干擾下的穩(wěn)定性。這些要求主要取決于伺服系統(tǒng)的靜態(tài)、動態(tài)特性。對閉環(huán)系統(tǒng)來說,總希望系統(tǒng)有較高的動態(tài)精度,即當(dāng)系統(tǒng)有一個(gè)較小的位置誤差時(shí),機(jī)床移動部件會迅速反應(yīng)。下面就位置控制系統(tǒng)影響數(shù)控機(jī)床加工要求的幾個(gè)方面進(jìn)行論述。
1、加工精度
精度是機(jī)床必須保證的一項(xiàng)性能指標(biāo)。位置伺服控制系統(tǒng)的位置精度在很大程度上決定了數(shù)控機(jī)床的加工精度。因此位置精度是一個(gè)極為重要的指標(biāo)。為了保證有足夠的位置精度,一方面是正確選擇系統(tǒng)中開環(huán)放大倍數(shù)的大小,另一方面是對位置檢測元件提出精度的要求。因?yàn)樵陂]環(huán)控制系統(tǒng)中,對于檢測元件本身的誤差和被檢測量的偏差是很難區(qū)分出來的,反饋檢測元件的精度對系統(tǒng)的精度常常起著決定性的作用。可以說,數(shù)控機(jī)床的加工精度主要由檢測系統(tǒng)的精度決定。位移檢測系統(tǒng)能夠測量的最小位移量稱做分辨率。分辨率不僅取決于檢測元件本身,也取決于測量線路。在設(shè)計(jì)數(shù)控機(jī)床、尤其是高精度或大中型數(shù)控機(jī)床時(shí),必須精心選用檢測元件。所選擇的測量系統(tǒng)的分辨率或脈沖當(dāng)量,一般要求比加工精度高一個(gè)數(shù)量級。總之,高精度的控制系統(tǒng)必須有高精度的檢測元件作為保證。例如,數(shù)控機(jī)床中常用的直線感應(yīng)同步器的精度已可達(dá)±0.0001mm,即0.1μm,靈敏度為0.05μm,重復(fù)精度0.2μm;而圓型感應(yīng)同步器的精度可達(dá)0.5N,靈敏度0.05N,重復(fù)精度0.1N。
2、開環(huán)放大倍數(shù)
在典型的二階系統(tǒng)中,阻尼系數(shù)x=1/2(KT)-1/2,速度穩(wěn)態(tài)誤差e(∞)=1/K,其中K為開環(huán)放大倍數(shù),工程上多稱作開環(huán)增益。顯然,系統(tǒng)的開環(huán)放大倍數(shù)是影響伺服系統(tǒng)的靜態(tài)、動態(tài)指標(biāo)的重要參數(shù)之一。
一般情況下,數(shù)控機(jī)床伺服機(jī)構(gòu)的放大倍數(shù)取為20~30(1/S)。通常把K《20 范圍的伺服系統(tǒng)稱為低放大倍數(shù)或軟伺服系統(tǒng),多用于點(diǎn)位控制。而把K》20 的系統(tǒng)稱為高放大倍數(shù)或硬伺服系統(tǒng),應(yīng)用于輪廓加工系統(tǒng)。
假若為了不影響加工零件的表面粗糙度和精度,希望階躍響應(yīng)不產(chǎn)生振蕩,即要求是取值大一些,開環(huán)放大倍數(shù)K就小一些;若從系統(tǒng)的快速性出發(fā),希望x選擇小一些,即希望開環(huán)放大倍數(shù)~增加些,同時(shí)K值的增大對系統(tǒng)的穩(wěn)態(tài)精度也能有所提高。因此,對K值的選取是必需綜合考慮的問題。換句話說,并非系統(tǒng)的放大倍數(shù)愈高愈好。當(dāng)輸入速度突變時(shí),高放大倍數(shù)可能導(dǎo)致輸出劇烈的變動,機(jī)械裝置要受到較大的沖擊,有的還可能引起系統(tǒng)的穩(wěn)定性問題。這是因?yàn)樵诟唠A系統(tǒng)中系統(tǒng)穩(wěn)定性對K值有取值范圍的要求。低放大倍數(shù)系統(tǒng)也有一定的優(yōu)點(diǎn),例如系統(tǒng)調(diào)整比較容易,結(jié)構(gòu)簡單,對擾動不敏感,加工的表面粗糙度好。
3、提高可靠性
數(shù)控機(jī)床是一種高精度、高效率的自動化設(shè)備,如果發(fā)生故障其損失就更大,所以提高數(shù)控機(jī)床的可靠性就顯得尤為重要。可靠度是評價(jià)可靠性的主要定量指標(biāo)之一,其定義為:產(chǎn)品在規(guī)定條件下和規(guī)定時(shí)間內(nèi),完成規(guī)定功能的概率。對數(shù)控機(jī)床來說,它的規(guī)定條件是指其環(huán)境條件、工作條件及工作方式等,例如溫度、濕度、振動、電源、干擾強(qiáng)度和操作規(guī)程等。這里的功能主要指數(shù)控機(jī)床的使用功能,例如數(shù)控機(jī)床的各種機(jī)能,伺服性能等。nextpage
平均故障(失效)間隔時(shí)間(MTBF)是指發(fā)生故障經(jīng)修理或更換零件還能繼續(xù)工作的可修復(fù)設(shè)備或系統(tǒng),從一次故障到下一次故障的平均時(shí)間,數(shù)控機(jī)床常用它作為可靠性的定量指標(biāo)。由于數(shù)控裝置采用微機(jī)后,其可靠性大大提高,所以伺服系統(tǒng)的可靠性就相對突出。它的故障主要來自伺服元件及機(jī)械傳動部分。通常液壓伺服系統(tǒng)的可靠性比電氣伺服系統(tǒng)差,電磁閥、繼電器等電磁元件的可靠性較差,應(yīng)盡量用無接觸點(diǎn)元件代替。
目前數(shù)控機(jī)床因受元件質(zhì)量、工藝條件及費(fèi)用等限制,其可靠性還不很高。為了使數(shù)控機(jī)床能得到工廠的歡迎,必須進(jìn)一步提高其可靠性,從而提高其使用價(jià)值。在設(shè)計(jì)伺服系統(tǒng)時(shí),必須按設(shè)計(jì)的技術(shù)要求和可靠性選擇元器件,并按嚴(yán)格的測試檢驗(yàn)進(jìn)行篩選,在機(jī)械互鎖裝置等方面,必須給予密切注意,盡量減少因機(jī)械部件引起的故障。
4、寬范圍調(diào)速
在數(shù)控機(jī)床的加工中,伺服系統(tǒng)為了同時(shí)滿足高速快移和單步點(diǎn)動,要求進(jìn)給驅(qū)動具有足夠?qū)挼恼{(diào)速范圍。
單步點(diǎn)動作為一種輔助工作方式常常在工作臺的調(diào)整中使用。
伺服系統(tǒng)在低速情況下實(shí)現(xiàn)平穩(wěn)進(jìn)給,則要求速度必須大于“死區(qū)”范圍。所謂“死區(qū)”指的是由于靜摩擦力的存在使系統(tǒng)在很小的輸入下,電機(jī)克服不了這摩擦力而不能轉(zhuǎn)動。此外,還由于存在機(jī)械間隙,電機(jī)雖然轉(zhuǎn)動,但拖板并不移動,這些現(xiàn)象也可用“死區(qū)”來表達(dá)。
設(shè)死區(qū)范圍為a,則最低速度Vmin,應(yīng)滿足Vmin≥a,由于a≤dK,d為脈沖當(dāng)量(mm/脈沖);K為開環(huán)放大倍數(shù),則
Vmin≥dK
若取d=0.01mm/脈沖,K=30×1/S,則最低速度
Vmin≥a=30×0.01mm/min=18mm/min
伺服系統(tǒng)最高速度的選擇要考慮到機(jī)床的機(jī)械允許界限和實(shí)際加工要求,高速度固然能提高生產(chǎn)率,但對驅(qū)動要求也就更高。此外,從系統(tǒng)控制角度看也有一個(gè)檢測與反饋的問題,尤其是在計(jì)算機(jī)控制系統(tǒng)中,必須考慮軟件處理的時(shí)間是否足夠。
由于fmax=fmax/d
式中:fmax為最高速度的脈沖頻率,kHz;vmax為最高進(jìn)給速度,mm/min;d為脈沖當(dāng)量,mm。
又設(shè)D為調(diào)速范圍,D=vmax/vmin,得
fmax =Dvmin/d=DKd/d=DK
由于頻率的倒數(shù)就是兩個(gè)脈沖的間隔時(shí)間,對應(yīng)于最高頻率fmax的倒數(shù)則為最小的間隔時(shí)間tmin,即tmin=1/DK。顯然,系統(tǒng)必須在tmin內(nèi)通過硬件或軟件完成位置檢測與控制的操作。對最高速度而言,vmax的取值是受到tmin的約束。
一個(gè)較好的伺服系統(tǒng),調(diào)速范圍D往往可達(dá)到800~1000。當(dāng)今最先進(jìn)的水平是在脈沖當(dāng)量d=1μm的條件下,進(jìn)給速度從0~240m/min范圍內(nèi)連續(xù)可調(diào)。
5、結(jié)論
上述幾方面對數(shù)控機(jī)床位置伺服系統(tǒng)所要求的伺服性能進(jìn)行了分析,并提出了系統(tǒng)穩(wěn)定運(yùn)行的可靠性指標(biāo),該研究結(jié)果可用于伺服數(shù)控系統(tǒng)的設(shè)計(jì),也可用于現(xiàn)有數(shù)控機(jī)床的改造以提高其工作精度。
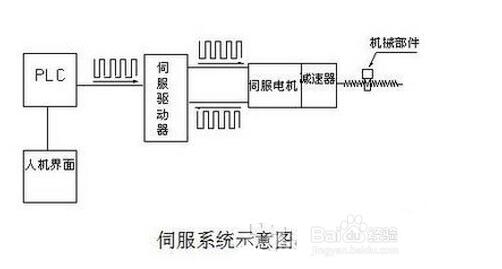
數(shù)控伺服系統(tǒng)的作用
數(shù)控伺服系統(tǒng)是數(shù)控機(jī)床的重要組成部分,用于實(shí)現(xiàn)數(shù)控機(jī)床的進(jìn)給伺服控制和主軸伺服控制。數(shù)控伺服系統(tǒng)的作用是把接受來自數(shù)控裝置的指令信息,經(jīng)功率放大、整形處理后,轉(zhuǎn)換成機(jī)床執(zhí)行部件的直線位移或角位移運(yùn)動。由于數(shù)控伺服系統(tǒng)是數(shù)控機(jī)床的最后環(huán)節(jié),其性能將直接影響數(shù)控機(jī)床的精度和速度等技術(shù)指標(biāo)。
因此,對數(shù)控機(jī)床的伺服驅(qū)動裝置,要求具有良好的快速反應(yīng)性能,準(zhǔn)確而靈敏地跟蹤數(shù)控裝置發(fā)出的數(shù)字指令信號,并能忠實(shí)地執(zhí)行來自數(shù)控裝置的指令,提高系統(tǒng)的動態(tài)跟隨特性和靜態(tài)跟蹤精度。測量元件將數(shù)控機(jī)床各坐標(biāo)軸的實(shí)際位移值檢測出來并經(jīng)反饋系統(tǒng)輸入到機(jī)床的數(shù)控裝置中。
-
伺服系統(tǒng)
+關(guān)注
關(guān)注
14文章
576瀏覽量
39338 -
數(shù)控伺服系統(tǒng)
+關(guān)注
關(guān)注
2文章
6瀏覽量
7244
發(fā)布評論請先 登錄
相關(guān)推薦
伺服系統(tǒng)的特點(diǎn)、分類及發(fā)展方向
數(shù)控機(jī)床的伺服系統(tǒng)
數(shù)控機(jī)床的伺服系統(tǒng)
進(jìn)給伺服系統(tǒng)
數(shù)控機(jī)床的伺服驅(qū)動系統(tǒng)
伺服系統(tǒng)是什么_伺服系統(tǒng)的基本要求_伺服系統(tǒng)的基本組成
伺服系統(tǒng)什么意思_伺服系統(tǒng)的作用是什么
伺服系統(tǒng)應(yīng)用于哪兒_伺服系統(tǒng)應(yīng)用實(shí)例
一文知道伺服系統(tǒng)設(shè)計(jì)步驟及方法
一文詳解cnc電液伺服系統(tǒng)組成及控制原理
伺服系統(tǒng)原理及分類






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論