 塑膠件設計一般步驟,塑膠零件常須解決的問題等方面解析
塑膠件設計一般步驟,塑膠零件常須解決的問題等方面解析
塑 膠 件 設 計 一 般 步 驟
塑料件是在工業造型的基礎上進行的結構設計,首先看有無相似的產品借鑒,再對產品及零件進行詳盡的功能分解,確定零件的折分、壁厚、脫模斜度、零件間的過渡處理、連接處理、零件的強度處理等主要工藝問題。
1.相似借鑒
在設計前,首先應查找公司和同行類似的產品,原有的產品發生過哪些問題,有哪些不足,參考現有的成熟結構,避免有問題的結構形式。
2.確定零件折分、零件間的過渡、連接、間隙處理
從造型圖和效果圖理解造型風格,配合產品的功能分解,確定零件折分的數目(不同的表面狀態要么分為不同的零件,要么在不同的表面之間須有過度處理),確定零件表面間的過度處理,決定零件之間的連接方式,零件之間的配合間隙。
3.零件強度與連接強度的確定
根據產品大小,確定零件主體壁厚。零件本身的強度,由壁厚塑料件、結構形式(平板形狀的的塑料件強度最差)、加強筋與加強骨共同決定。在決定零件的單個強度的同時,須確定零件之間的連接強度,改變連接強度的方法有:加螺釘柱、加止口、加扣位和加上下頂住的加強骨。
4.脫模斜度的確定
脫模斜度要根據材料(PP、PE硅膠、橡膠能強行脫模)、表面狀態(飾紋的斜度要比光面的大,蝕紋面的斜度盡可能比樣板要求的大0.5度,保證蝕紋表面不被損傷,提高產品的良品率)、透明與否決定零件應有的脫模斜度(透明的斜度要大)等因素綜合確定。
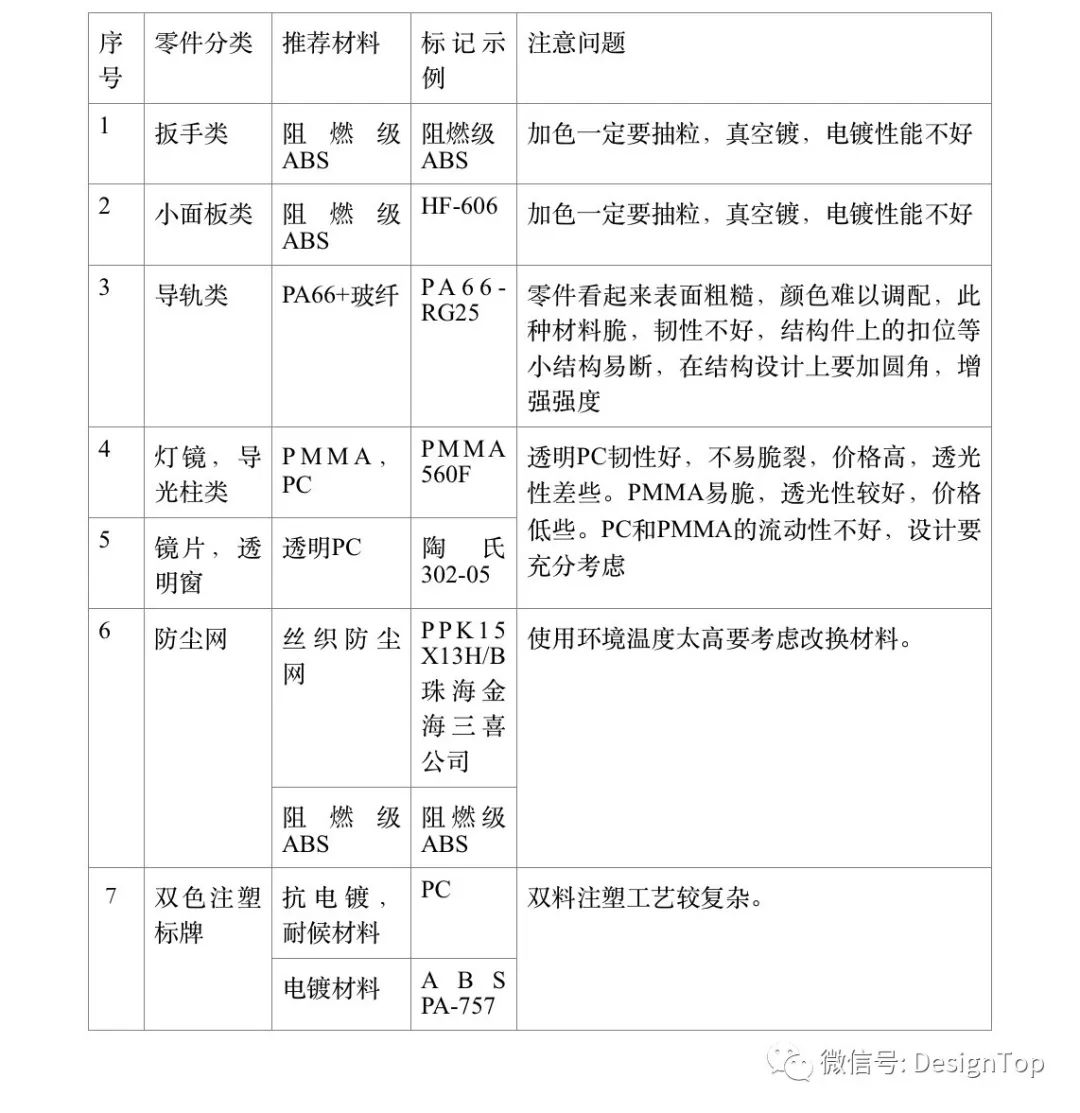
公司不同的產品系列推薦的材料種類
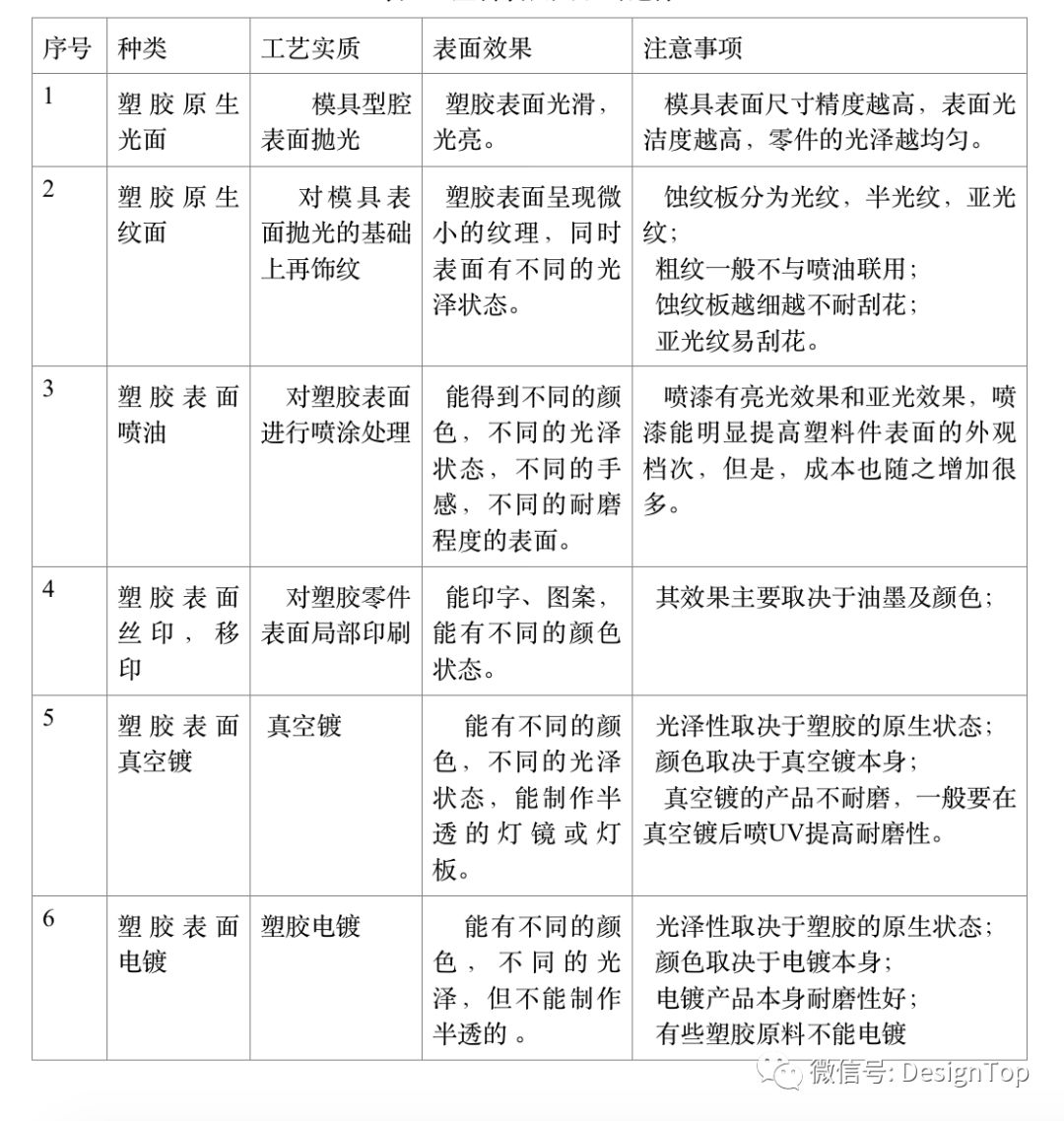
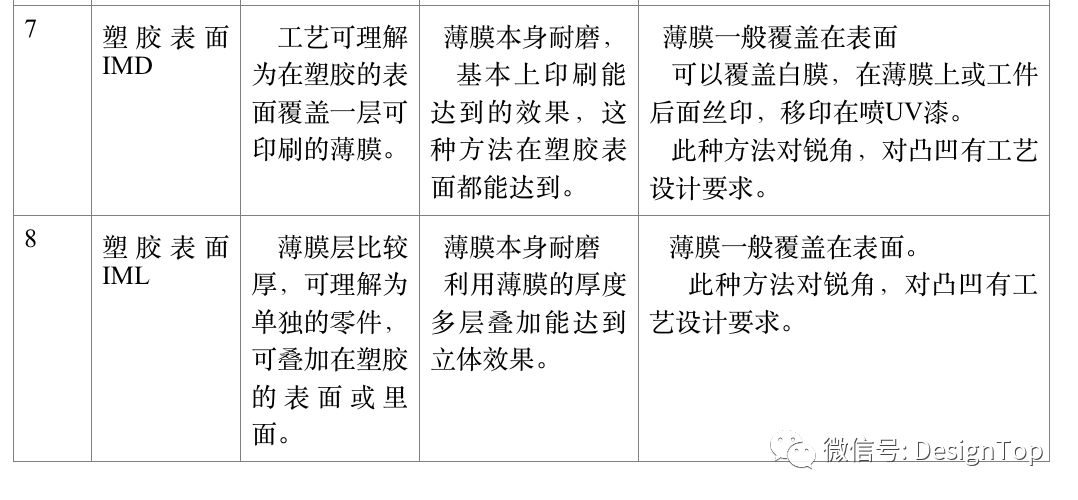
塑膠件的表面處理
塑膠件零件的壁厚選擇

塑膠件,對壁厚均勻性有要求,壁厚不均勻工件將有縮水痕跡,要求加強筋與主體壁厚的比值最好為0.4以下,最大比值不超過0.6。
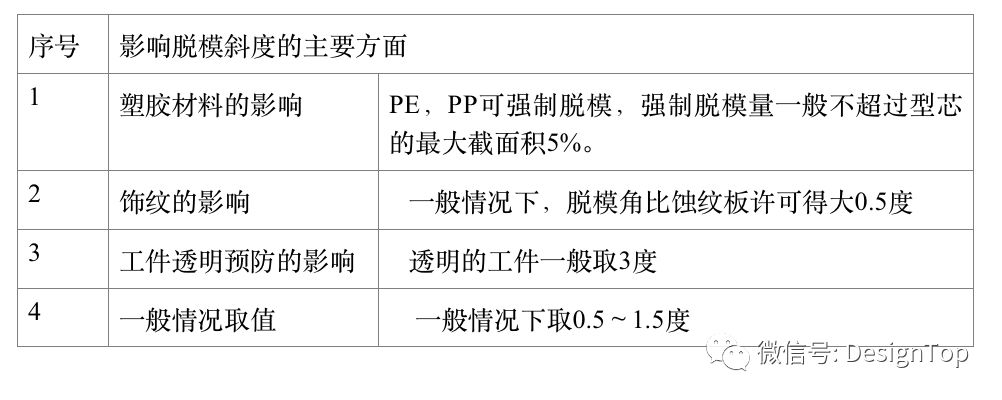
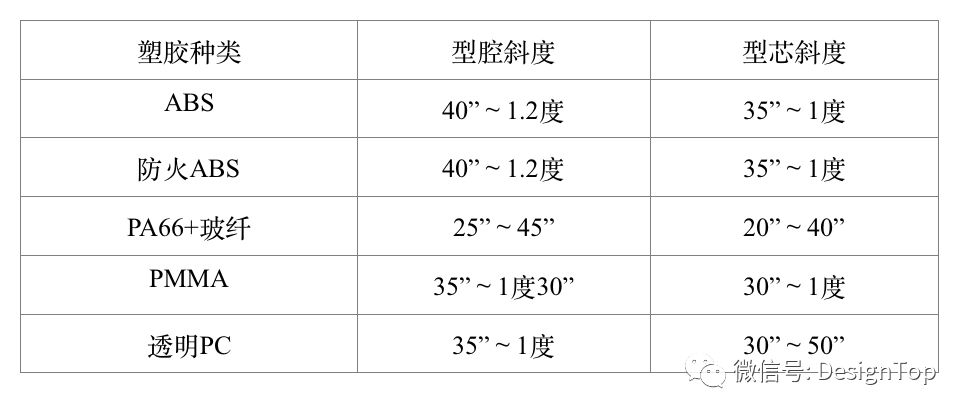
塑 膠 零 件 的 脫 模 斜 度
在立體圖的構建中,凡影響外觀,影響裝配的地方需要畫出斜度,加強筋一般不畫斜度。
塑膠零件的脫模斜度由材料、表面飾紋狀態、零件透明與否決定。硬質塑料比軟質塑料的脫模斜度大,零件越高,孔越深,斜度越小。
不同材料的推薦脫模斜度
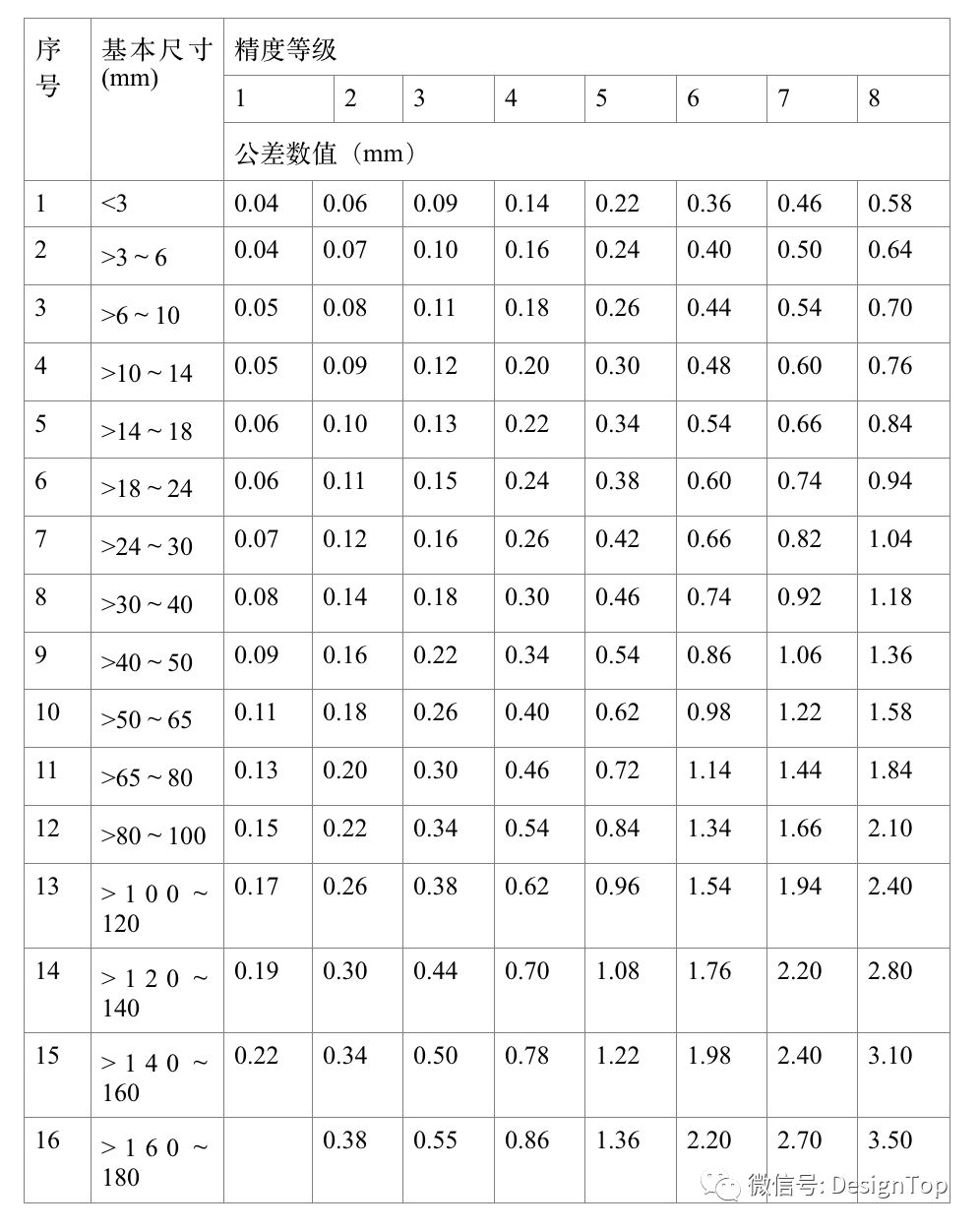
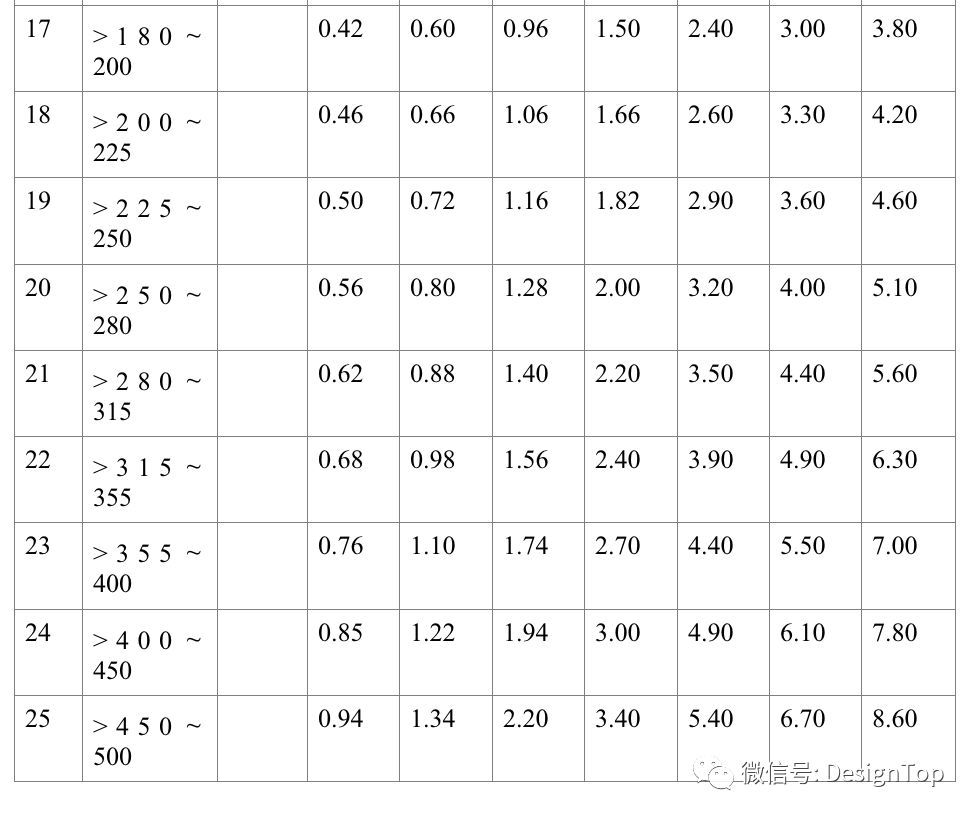
不同精度在不同尺寸范圍的數值
塑 膠 零 件 的 尺 寸 精 度
塑膠零件一般精度不高,在實際使用中,我們主要檢驗裝配尺寸,在平面圖上主要標注總體尺寸、裝配尺寸及其它需要控制的尺寸。
我們在實際中主要考慮尺寸的一致性,如上下蓋的邊需對齊。
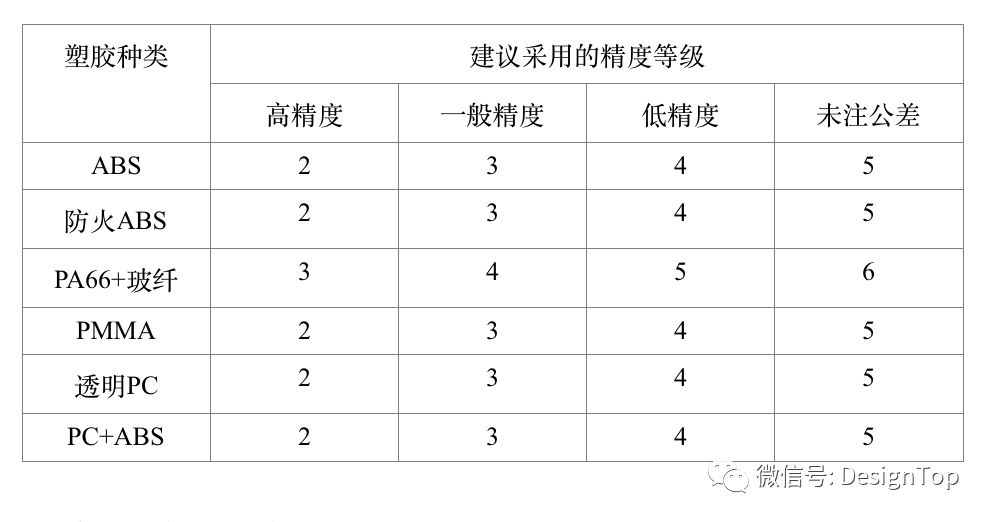
不同材料所使用的經濟精度
不同精度在不同尺寸范圍的數值
塑 膠 的 表 面 粗 糙 度
1)蝕紋表面不能標注的粗糙度。在塑膠表面光潔度特別高的地方,將此范圍圈出標注表面狀態為鏡面。
2)塑膠零件的表面一般平滑、光亮,表面粗糙度一般為Ra2.5~0.2um。
3)塑膠的表面粗糙度,主要取決于模具型腔表面的粗糙度,模具表面的粗糙度要求比塑膠零件的表面粗糙度高一到二級。用超聲波、電解拋光模具表面能達到Ra0.05。
圓 角
注塑圓角值由相鄰的壁厚決定,一般取壁厚的0.5~1.5倍,但不小于0.5mm。
分型面的位置要鄭重選擇圓角,在分型面有圓角,圓角部分需出在模具另外一邊,制作有一定難度,在圓角處有細微的痕跡線。但需要防割手時需要圓角。
加 強 筋 的 問 題
注塑工藝與鑄造工藝類似,壁厚的不均勻性將產生縮水缺陷,一般筋的壁厚為主體厚的0.4倍,最大不超過0.6倍。筋之間的間距大于4t,筋的高度低于3t。在提高零件強度的方法中,一般加筋,不增加壁厚。
螺釘柱子的筋取至少低于柱子端面1.0mm,筋至少需要低于零件表面,或分型面1.0mm。
多條筋相交,要注意相交帶來的壁厚不均勻性問題。
塑料件加強筋設計
支 承 面
塑膠易變形,在定位上應當歸為毛胚的定位一類,在定位面積上要小,如平面的支承,應當改為小凸點,凸環。
斜 頂 與 行 位 問 題
斜頂與行位,在分模方向,垂直于分模方向均有運動。斜頂與行位在垂直于分模的方向不能有膠位阻擋運動,要有足夠的運動空間,如下圖:
塑膠的極限工藝問題的處理方法
1)壁厚的特殊處理方法
特別大的工件,如玩具汽車外殼,采用多點進膠的方法,能將壁厚取得相對薄些。柱子的局部膠位厚,用如下圖的方法處理。
壁厚的特殊處理
2)小斜度與垂直面的處理
模具表面尺寸精度高,表面光潔度高,脫模阻力小,脫模斜度能取小。為達到此目的將工件小斜度的地方單獨鑲,鑲件用線割,用磨的方法加工,如下圖。
要保證側壁垂直的情況需要走行位或斜頂,走行位時有接口線,為避免接口明顯,一般將接線放在圓角與大面的交接處。
小斜度與垂直面的處理
要保證側壁垂直的情況需要走行位或斜頂,走行位時有接口線,為避免接口明顯,一般將接線放在圓角與大面的交接處。
塑膠零件常須解決的問題
1)過渡處理問題
塑膠零件的精度一般不高,在相鄰零件之間,同一零件的不同表面之間須有過渡處理。
同一零件的不同表面之間一般用小槽過渡,不同零件之間可用小槽、高低錯面處理,如圖。
表面過度處理
2)塑膠零件的間隙取值
零件間直接裝配,相互間無運動一般取0.1mm;
止口一般取0.15mm;
零件間不需接觸的最小間隙為0.3mm,一般取0.5mm。
3)塑膠零件止口的常見形式及間隙取法如圖
塑膠零件止口的常見形式及間隙取法
-
零件
+關注
關注
1文章
115瀏覽量
14983 -
塑膠件
+關注
關注
0文章
3瀏覽量
6173
原文標題:2分鐘掌握塑料件設計工藝大全
文章出處:【微信號:MEDTECCHINA,微信公眾號:Medtec醫療器械設計與制造】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
一般機械零件熱處理質量檢驗規程
BGA、TAB、零件、封裝及Bonding制程術語解析
SolidWorks高級零件與曲面建模
汽車排氣管件測繪逆向設計塑膠管逆向設計3d抄數設計公司點云逆向
PCBA零件封裝技術解析
如何知道汽車塑膠注塑件防水等級已達到相應的標準
鎳鐵合金薄壁零件車削加工研究
怎樣在SolidWorks零件中插入其它零件進行布爾運算?
塑膠件沒有孔怎么做氣密性試驗

氣密性檢測設備:塑膠件沒有孔怎么做氣密性試驗






 工商網監
工商網監
評論