 電子發燒友App
電子發燒友App


汽車車身鈑金件沖壓線是汽車生產過程中的重要設備, 其生產質量和效率直接影響到汽車的質量和生產效率。沖壓生產自動化是提高勞動生產率和改善勞動條件的有效措施和主要方法。隨著我國汽車、電器產品質量的不斷提高和生產規模的不斷擴大, 我國金屬沖壓行業實現生產自動化勢在必行。
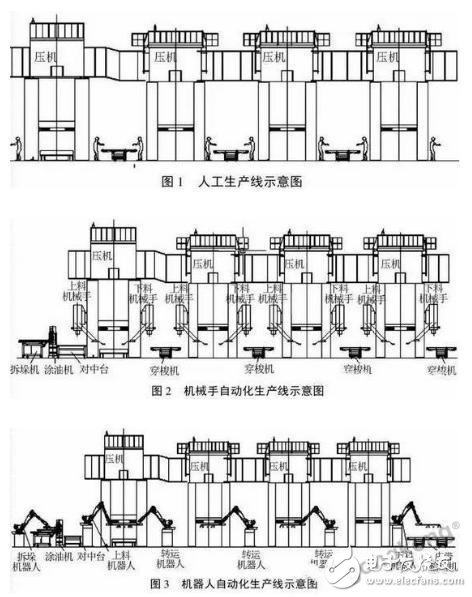
沖壓工藝中的生產方式有傳統的人工生產方式(?如圖 1 所示) 與自動化生產方式(?如圖 2 與圖 3 所示) 。從產品質量的穩定性、人員勞動強度、安全生產、生產效率各方面進行比較, 自動化生產方式有較大優勢, 也是沖壓生產方式的發展趨勢。沖壓自動化生產線又分為機械手自動化生產線、機器人自動化生產線和多工位壓力機生產線等方式。
1. 各種生產方式的比較
機械手自動化生產線和機器人自動化生產線的區別主要表現在以下幾個方面。
安裝方式:?機器人線在地面安裝, 與壓力機沒有機械上的連接; 機械手線在壓力機立柱間安裝鋼梁, 附著在壓力機上。
使用特點:機器人線通過端拾器的切換和機器人動作軌跡的調整, 更加柔性化。
生產節拍:機器人線生產節拍為7 件/ min~10 件/ min, 機械手線為8件/ min~12 件/ min。
投資成本:機器人線投資低, 機械手線投資高。因為生產節拍是一個綜合指標, 它不僅取決于某一設備, 而且取決于自動化設備、壓力機、模具 3 者的協調匹配關系, 如達到10 件/ min以上, 對壓力機和模具的要求就相應提高, 意味著投資增加。綜合考慮, 使用機器人自動化線更加經濟、適用。
機械手自動化線適于大間距的壓力機生產線, 同時適用于已有生產線的自動化改造。通過更換端拾器, 機器人自動化生產線可適合多車型的生產, 柔性更高。
2. 機器人沖壓自動化生產線設計
機器人自動化沖壓生產線運行循環方式為: 垛料拆垛(?機器人拆垛) - 板料傳輸- 板料涂油- 板料對中- 上料機器人送料- (?首臺壓機沖壓) - 下料機器人取料、送料- (?壓機沖壓) - (?根據工序數量循環) - 下料機器人取料、送料- (?末端壓機沖壓) - 線尾機器人取料、放料- 皮帶機輸送- 人工碼垛。本文以長城汽車的機器人沖壓自動化生產線為例對其整體布局、電器控制等進行具體設計。
2.1 系統組成
本系統包括拆垛系統、涂油機、對中臺、壓力機兼上下料系統、線尾輸送系系統。
拆垛系統采用可循環式雙垛料臺, 導軌布置平行于壓力機, 沖壓板料用行車或叉車放置在非工作垛料臺上, 然后通過有效信號確認上料完畢, 系統將在一臺拆垛完成后自動轉換垛料臺, 保證連續生產; 在垛料車上配備磁力分張器, 通過磁力將垛料自動拆垛成單張。在拆垛機器人上有雙料檢測以及雙料處理裝置以保證每次為單張送料。拆垛機器人將板料放置在長度可調的磁性傳送帶上, 板料送至涂油機, 板料是否涂油及涂油位置可通過編程自行設定, 板料涂油后, 傳送到對中臺。對中臺采用機械對中臺, 可方便地進行移動和固定, 同時使用重力對中或視覺對中系統, 保證板料的重復定位快捷、準確與牢固; 上料機器人根據每個零件的對中位置, 改變運行軌跡, 將板料準確地搬運到壓力機內; 對不同的沖壓制件進行機器人的模擬示教,離線編程, 以適應多種制件的共線生產; 線尾輸送采用皮帶機, 在生產線的末端放置皮帶機, 保證最后一臺壓力機的機器人直接將零件放置到皮帶機上, 達到出件效果。通過軟件使機器人跟蹤壓機的運動, 實現壓機與機器人同步功能, 可以最大化上下料與壓機運動之間的重合度, 達到平穩切換其速度來縮短生產節拍及減少機械負荷的目的。通過增加外部軸, 做為機器人的第七軸進行伺服控制, 使壓力機間的間距布置更加自由; 同時, 機器人的傳送范圍和搬運速度得到提升, 生產節拍更快。
2. 2 控制系統
2. 2. 1 總體控制方案
本系統包括拆垛機、涂油機、對中臺、上下料系統、線尾輸送系統, 各分系統間的電氣控制按照集中監控、分散控制的原則。在各控制部分控制系統中, 采用設備層和控制層的典型控制模式, 每個層次中使用不同的網絡結構及軟硬件配置,以實現各自不同的功能。
2. 2. 2 控制層
各部分控制系統采用具有現場總線形式的?PLC控制方式, 具有單獨控制及連線自動控制的功能。為保證系統穩定可靠地運行, 可采用西門子 S7- 416-2DP 的PLC, 現場總線采用西門子Profibus 總線及工業以太網控制系統。每個控制部分的 PLC 之間及各PLC 與上位機之間的數據交換采用工業以太網方式,供 監 控系統聯網 使用。壓力機控 制系統需配 備Ethernet card 與機器人控制系統接口, 控制系統與機器人系統間通過 Profibus- DP 現場總線形式實現信息交換和連鎖對接。
2. 2. 3 設備層
設備層在整個控制系統中處于最底層, 是整個控制系統的關鍵環節, 主要包括現場操作站、現場設備檢測單元(?如接近開關、光電開關) 、現場其他輸入設備、現場執行機構(?如電動機、電磁閥) 等, 直接或通過現場總線與控制層中的 PLC 相聯系, 將輸入信號發送給 PLC, 并將 PLC 輸出指令發送到現場設備。各種傳感器和閥的接線盒通過現場總線(?Profibus- DP) 和相應控制單元通訊。
2. 2. 4 人機界面 HMI
本系統 HMI 采用 SIEMENS 的觸摸屏, 在每個控制單元均配置一個觸摸屏, 采用 Profibus 總線通訊。單元觸摸屏具有指示燈及操作按鈕(?或旋鈕) , 可顯示錯誤報警及自診斷等信息, 本單元相關的 I/ O 信號在HMI 上顯示, 并以不同顏色區分。一旦有故障節點, 系統將持續報警, HMI 上將在當前畫面顯示故障點, 以便工作人員查找。
2. 3 安全系統
安全是自動化生產線的最大特點, 本系統采用基于德國 PILZ 安全 PLC 的 SafetyBus 保護系統, 并配置了完善的安全裝置, 實時控制顯示安全區域狀況, 及時發出聲光報警信號或停機, 與主PLC 系統通訊采用Profibus- DP 總線。聲光報警單元作為整線安全系統的輔助工具, 能夠在設備啟停、設備故障、上下料故障以及安全系統中各安全監控點報警等異常狀況發生時及時通知操作人員處理。在拆垛系統前設有一升降門, 該門為卷簾門。升降門的開閉與兩個垛料臺的轉換互鎖, 當一個垛料臺無料時, 另一個垛料臺進入前, 升降門打開, 垛料臺開進; 當前一個垛料臺開出后, 升降門落下。升降門是電動升降, 并且由操作員從相應的操作臺控制, 在關閉時它們檢測 2 個行程開關, 打開時用一個傳感器檢測。在保證工作單元安全的情況下, 一個光幕單元(?發射器/ 接收器) 允許相關的垛料臺車的進出, 也就是說沖壓線自動運行。如果相關的垛料臺車不是處于過渡階段, 而是人或者異物阻擋光幕, 這個光幕單元的斷開將導致整個沖壓線機器人動力的切斷(?除了處于編程模式的機器人) , 并且拆垛單元的控制回路電源斷開。整個控制系統的所有緊急停止信號以及壓機和機器人之間的安全連鎖信號都連入安全 PLC 系統, 通過PLC 程序進行互鎖控制。
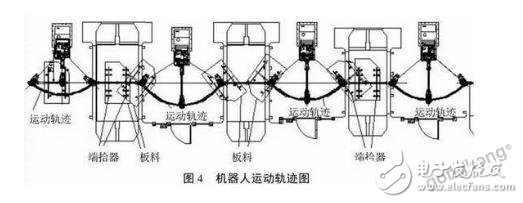
2. 4 仿真模擬
在虛擬環境中仿真沖壓線的運行情況, 避免到生產現場才發現諸如干涉、節拍不合理等錯誤; 通過機器人離線編程, 對機器人的運動軌跡和路線進行模擬,以縮短現場的調試周期。機器人運行軌跡如圖 4 所示。
3.結語
機器人沖壓加工自動化的應用, 既改善了勞動條件, 減輕了工人勞動強度, 又可確保生產安全, 提高勞動生產率和產品質量, 還能降低能源及原材料消耗,節省輔助加工時間, 降低產品成本。隨著生產線的制作、調試周期逐步縮短, 機器人自動化生產線越來越為汽車主機廠所接受, 成為沖壓自動化生產線的主流。











 工商網監
工商網監
評論