 電子發燒友App
電子發燒友App


軟PLC在全電動注塑機控制系統設計中的應用
摘 要:軟PLC是一種基于PC機的新的自動控制技術,與傳統的PLC控制方式相比,它不僅能夠實現硬PLC的所有功能,而且它遵循IEC61131-3編程標準,為用戶提供了更多的開放性,本文通過介紹使用德國3S公司的軟PLC產品CoDeSys在注塑機控制系統設計中的應用,為傳統控制系統的改造提供一種全新的控制方案。關鍵詞:軟PLC;注塑機;控制系統
Abstract: Soft PLC is a new technology in the world industrial automation field ,It is based on the PC,Contrast to the traditional hardware PLC control system ,It provide more open opportunity to the customers.This paper based on new automation software CoDeSys ,and illustrate an example in the Plastic Injection Molding Machine to introduces the new control mothod to replace the traditional control system and realize the auto-control.
Key words: SoftPLC,Plastic Injection Molding Machine,Control System
1 前言
注塑機是目前廣泛應用的高分子材料加工機械,目前在國內大量使用的注塑機基本上是采用機械或液壓驅動的,控制系統大多采用觸點繼電器邏輯控制電路,這種控制系統的最大的弊端是控制系統自動化程度不高、精度較低、生產效率較低。采用硬件PLC的控制系統雖然能夠實現各種控制功能,由于每個廠家的硬件專有性,封閉性使的用戶升級和改造困難。隨著自動化和計算機技術的發展,利用計算機的軟硬件資源,通過軟件可以實現硬件PLC的功能,并能實現精確的電子齒輪和電子凸輪的高精度同步運動控制,即軟件PLC技術。它遵循IEC61131-3的國際標準。
采用軟PLC的典型的系統結構是工控機加I/O接口加軟PLC軟件包。軟PLC產品是基于PC機開放結構的控制裝置,它具有硬PLC在功能、可靠性、速度、故障查找等方面的特點,利用軟件技術可將標準的工業PC轉化成全功能的PLC過程控制器。軟PLC綜合了計算機和PLC的開關量控制、模擬量控制、數學運算、數值處理、通信網絡等功能,通過一個多任務控制內核,提供了強大的指令集、快速而準確的掃描周期、可靠的操作和可連接各種I/O系統及網絡的開放式結構。通過采用軟PLC和高精度控制性能的伺服電機作為驅動系統的全電動注塑機能極大的提高設備的易操作性,產品的質量和生產效率。
2 全電動注塑機結構及工作原理
2.1全電動注塑機的結構
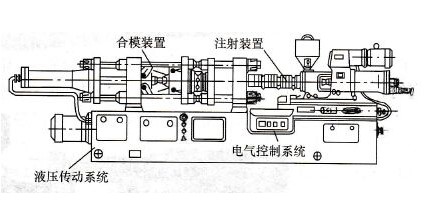
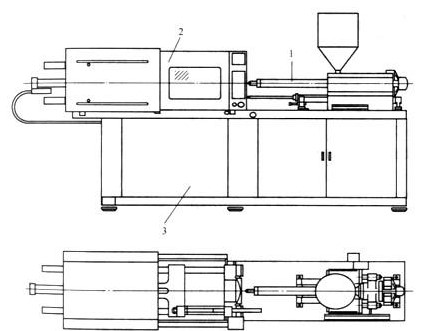
全電動注塑機主要由注射裝置、合模裝置和電氣控制系統組成。如圖1所示,和通用的注射機相比,采用了高精度控制性能的伺服電機和滾珠絲杠實現圓周運動到直線運動的轉換。注射裝置的作用是將塑料均勻地塑化,并注射到模具型腔中。注射裝置由塑化部件(螺桿,料筒,加熱裝置,噴嘴),料斗、計量裝置、傳動裝置、注射電機及基座電機等組成。合模裝置實現模具的開閉,在注射時應保證模具可靠地合緊。合模裝置主要由前后固定模板,移動模板,連接拉桿,連桿機構,調模裝置,合模伺服電機,脫模伺服電機組成。電氣控制系統提供動力并使注射機按預定的工藝過程要求(壓力,速度,時間,溫度)和動作順序工作。

圖1 注塑機系統組成示意圖
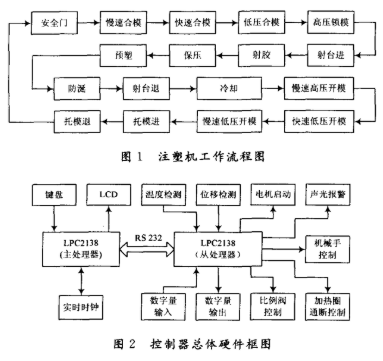
注塑機生產一件產品的過程一般要經過合模、注射、保壓、冷卻(塑化)、開模、頂出制品工序
操作方式:
(1)手動操作 利用手動操作可以進行單步的調試,包括手動設置開合模,手動模高調整,螺桿的手動操作,注射座的前后移動的手動調節等。
(2)半自動操作 按下半自動操作按鈕,注塑機開始合模、注射等工作,直到產品加工完成,然后處于等待狀態,當再次按下半自動操作按鈕時,將開始下一次循環。
(3)自動操作 完成一個注射和計量周期后,程序自動進入下一個循環周期。
3 系統設計
全電動注塑機控制系統設計中需要解決三大問題:一是采用了伺服電機后如何保證高精度的運動控制,如何在程序中實現位置控制、速度控制、力矩控制以及這幾種控制之間進行切換的問題。二是如何實現溫度、壓力模擬量的精確控制,來確保每個注射周期都能保證塑膠原料充分加熱至合適的溫度和確保注射壓力、保壓壓力的精確控制。三是如何設計人機界面來實時狀態的監控、在線數據的修改、出錯報警的處理、對錯誤進行及時的診斷及消除。
3.1 系統的硬件設計
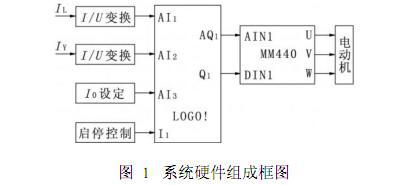
控制系統的硬件由工控機、SERCOS IO模塊、博士力士樂公司數字伺服驅動器以及伺服電動機組成,控制系統的結構示意圖如圖2:工控機作為上位機構成控制系統的核心,通過軟PLC和SERCOS光纜環控制鎖模伺服電機、注射伺服電機、塑化伺服電機、脫模伺服電機按照編寫的程序運動,可以實現注塑過程中高精度的運動控制,以及位置、速度、力矩以及這幾種控制之間切換的問題。輸入按鈕、行程開關等外部數字量輸入信號通過IO模塊采集到PLC程序中,經過程序處理變成邏輯關系,得到所需要的輸出狀態來控制現場設備,指示燈和報警燈顯示當前設備運行狀況和錯誤報警信息。溫度傳感器、壓力傳感器模擬量信號通過SERCOS IO模塊轉換為軟PLC可以識別的數字量信號,通過在編程系統中編寫的PID模塊程序可以實現注塑過程中的精確溫度和壓力PID調節。
SERCOS運動控制總線符合開放式數控系統的標準,可以根據系統需要靈活添加設備,有利于智能數控設備的集散控制,節省了設計和調試周期,同時使系統的可靠性大大提高。
3.2系統的軟件設計
3S公司的CoDeSys與其它軟PLC產品如SIEMENSE公司的SIMATIC WinAC、SOFTPLC公司的SoftPLC等相比。最大優點在于它集成了邏輯控制、運動控制和可視化于一體。
CoDeSys是符合IEC61131-3標準的編程工具。只要在計算機上安裝了CoDeSys SP RTE軟件,就可以成為一臺先進的高性能可編程控制器(PLC),另外用CoDeSys不需要其它的組態軟件就可以輕松實現實現可視化。可以用CoDeSys SoftMotion實現運動控制編程,包括單軸運動到復雜的多軸插補運動。

圖2 控制系統結構示意圖
(1)任務設置
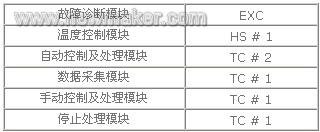
在程序任務中設置四個任務 MotionTask 、TEMPCTRL、PressureRead、IOTask
如圖3所示:四個程序任務是并行的,根據設置的優先級和周期掃描的時間,這樣就能保證邏輯控制和運動控制的不互相干擾。

圖3 任務配置圖
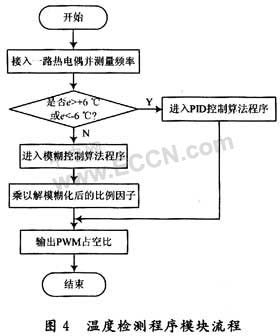
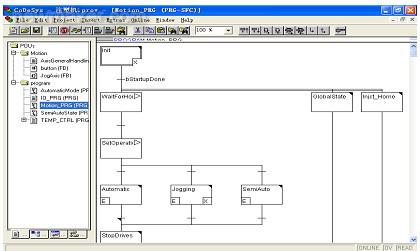
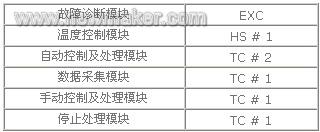
運動主程序中主要由參數初始化、軸組上使能、電機回零位、操作模式選擇、軸組狀態處理模塊組成,在操作模式選擇下,選擇相應的操作模式(手動、半自動、自動),主程序將調用相應的處理程序(手動控制程序、半自動控制程序、自動控制程序)程序模塊簡圖如圖4所示:

圖4 程序模塊簡圖
本文作者創新點為該控制系統的設計采用了軟PLC技術和SERCOS運動控制總線技術,簡化了硬件結構,使得開發的控制系統符合開發式體系結構的要求,系統的可擴展性、可靠性、可維護性大大提高,最重要的是實現了注射的高速高精度以及短周期循環。經過實踐檢驗,本控制方案達到了預期的效果,具有十分廣闊的應用前景。
參考文獻:
[1] 付應紅,李曉帆等.軟PLC(SoftPLC)技術、產品及控制方案探討[J].微計算機信息 2000,5
[2]胡燕海等.注塑機主體結構模塊化設計及其實例研究.機械設計與研究,2004,6
[3]陳衛福,楊建武.開放式數控系統及SERCOS接口技術應用.機械工業出版社,2003.1
[4]CoDeSys User Manual(end)





















 工商網監
工商網監
評論